
















溝の形状
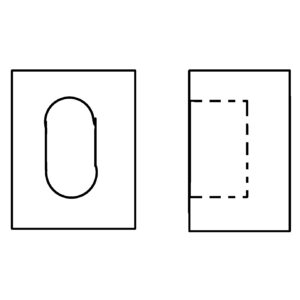
溝は主に、2種類あり、①長穴形状と②線状があります。
長穴の溝
この用途は、平行キーが溝に入り横の長さが有効となり、Rの円弧部分は逃げになる事が多い。

貫通しない長穴を作成します。
加工手順
作成手順は以下
- ドリル
- エンドミル
- 面取り
例として「溝深さ5、幅10X30」を考えていきます。
ドリル

最初に、もみつけしてからドリルで、エンドミルの落下点を作成します。
作成位置は、Rの中心か、溝の中央にします。ついでに言えばR中心点は左右二か所に穴をあければ、エンドミルの負荷は減ります。コーナーRで曲がる時、負荷が高いので。
ドリル径の選定はエンドミル径より大きい径で、なおかつ溝幅より小さい径のドリルを選択します。
例えば10幅溝であれば、φ8エンドミルを使用すると仮定し、ドリルはφ8.7、φ9、φ9.5あたりを使います。
ドリルは、溝の底面に当たらないように、先端が底面から0.2ほど逃がします。
例えば溝深さ5で、φ9ドリルを使用する時、ドリル先端で4.8までZ深さを入れます。
ドリル肩まで入るプログラムでしたら、肩に入る分も逃がす必要がありますので、φ9X0.3=2.7
4.8-2.7=2.1 となりプログラム数値は2.1となりますね。
出来ればフラットドリルを使用するのがいいです。座グリドリルは先端が尖がっているので、フラットドリルが良いです。

エンドミル

エンドミルの選定は、「ドリル径以下の溝幅の半径以上」になります
例えば溝幅10下穴ドリル8.7でしたら、エンドミルは、φ8がいいです。
φ4エンドミルとか小さいと、中心が加工残りが出来てしまいます。
エンドミルは荒と仕上げに分けます。荒はラフィングで、ドリルであけた穴の落下点でG01切削送りでf0.03ほどで、ゆっくりと入ります。
荒加工は、壁、底面を0.2残します。壁は片肉0.2なので、径では0.4残るようにします。
深さは、径の半分のZ切込み量で回ります。
例えば深さ5仕上がりで4.8まで深さを入れる時、エンドミルφ8でしたら、8/2=4 で、深さ4ですが、2回に分けて2.4づつ入ります。送りを下げて4.8を一回でもいいと思います。
仕上げは、2回に分けて、0.1づつ削ります。
一回目、削ってみて、測定して、0.1残っているか確認します。壁は0.1づつ残るので、幅としては0.2残ります。狙い値になっていない時は、径補正を入れます。
幅10なら9.8になっているかですね。測定して9.77なら、径補正で「-0.03」ですね。
径補正を入れた後、最後に仕上げます。
肩削りのフライスカッター紹介
おおよそですが、安い順で言えば以下の辺りがお勧め。
- 住友電工のWEZシリーズ(ウェーブミル)
- タンガロイのTungForce-Rec(タング・フォース・レック)
- サンドビックのCoroMill(コロミルシリーズ)

面取り

面取りはプログラム作成が時間がかかるので、溝幅より大きい面取りカッターで、R中心点から反対側のR中心点に横移動して面取りをするのが楽ですが、底面に面取りカッターが干渉する可能性があるので、ほとんどの場合は、面倒なプログラムを作成します。
プログラムでなくて、道具を使って面取りをするのも一つの方法です。
C1くらいで、一個なら道具を使った方法が簡単。(多数個ある時はプログラムを作りましょう)
アルミは、面にキズが付くので、キズにうるさい取引先でしたら、これは使用出来ません。
線状の溝
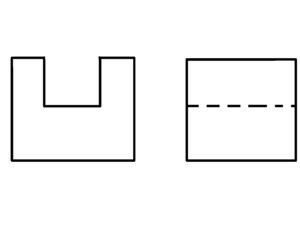
線で抜けている溝は、エンドミルで抜けて仕上げます。
荒加工

幅10でしたら、個人的には、肩削り用のチップ式工具で、溝幅と同じ径を使用します。φ10の肩削りで、深さZを0.5~1ミリづつ削ります。これが早いです。
長穴の時と同様にφ8エンドミルを使用するのが妥当ですが、往復しないといけないですが、同じ径なら片道で済みます。高送りのカッターは-0.2ほど小さく設計してあり、幅公差も+0.02ほどくらいな時が多いので、荒工具は、同じ径でやっても取り代は片肉0.1ほど残ります。
肩削り用でなくても、90°ほどの直角にチップが取り付くのであれば、何でもよいと思います。
荒では底面、側面0.2ほど残すようにします。
仕上げ
仕上げは長穴の時と同様に、0.1づつ削って仕上げます。
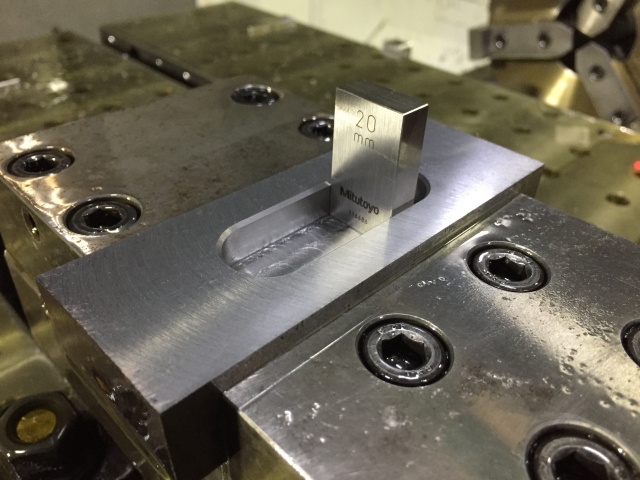
検査はブロックゲージで。


コメント