
















円形状の通り出し
四角い形状の通り出しは、バイスで挟めば、自動的に通りが出るのに対して、丸い円形状は、通り出しが出しにくいです。
その為、1工程で穴あけなどをして、2工程で同じ位相で加工しなければならない時、通り出しに工夫をしていく必要があります。
そんな時、どう通り出しをするのかを紹介していきます。
ケガキ線を入れる

ケガキ線を入れて、次工程で、ケガキ線から通り出しをします。
ケガキ線工具は、ボールエンドやケガキ線を入れる専用工具(ラインマスター)を使用します。
ラインマスターは、先端の尖がっていて、押すとバネがあるので、沈みます。
ボールエンドは回転させますが、ケガキ線を入れる専用工具は回転させません。
0.1ミリ入れてケガキます。
青タックで、青く色を塗って乾いた後にケガキ線を入れると線がくっきりと目立つようになります。
例1
図1
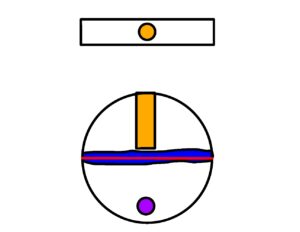
- 赤:ケガキ線
- 青:青タック
- 紫:1工程穴
- オレンジ:2工程穴
1工程であけた穴(紫)と同時にケガキ線(赤)を入れて、2工程で横穴あけ(オレンジ)をする時、ケガキ線から通り出しをします。
捨て削りを入れる
すて削りというのは、次工程の為の通り出しや原点出しに加工に要らない所を削りる事です。
図2
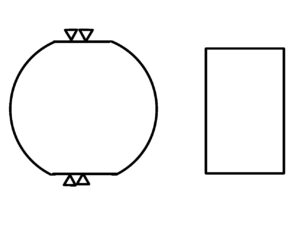
円の外径を平行に削り、次工程の通り出しようにします。
この場合は、バイスの口幅にもよりますが、両側を削る事でバイスでくわえる事も出来ますね。
穴から
穴にピンを入れるか、穴にピックを入れて頂点同士から通り出しをします。
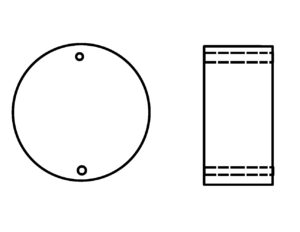
穴にピンを入れる

横穴から通り出しをする時は、穴にピンを入れて、ピックで通り出しをします。
または、チャックで掴んでいる場合は、プログラムでピン同士が当たるように調節します。
ピン同士が当たる場合は、ピンの半径同士の値になりますね。
機械で掴むピンは、ドリルチャックなどで掴みます。ワークに入れてるピンに回して当てます。
例えば穴に入れるピンが7.98、機械で掴んでいるピン径はなんでもいいですが、8としたら、半径同士を足して7.98/2+8/2=7.99 となりプログラムで+7.99の位置でM00ストップを入れて、ワークを回して、ピンを当てた後、クランプします。確認の為にワークに入っているピンをピックで通りが出ているか見ます。


コメント