
















アップカットとダウンカット
主にエンドミルやラジアスミルで回転方向と、進行方向になります。
アップカットの特徴
- アップカットは、工具寿命が短い。
- 仕上がり面がキレイになる。
仕上げする時、アップかっとがよいですね。
精度が悪い古いマシニングや汎用フライスではアップカットを使って加工していました。
ダウンカットの特徴
- ダウンカットは、工具寿命が長い(アップカットに比べて)
- ほとんどの加工はダウンカットです。
回転と方向
主軸を正回転(M3)させて、外周を加工する時は、ダウンカットは時計回り(CW)になり、アップカットは反時計回り(CCW)になります。
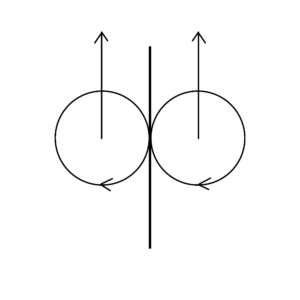
図1
図1では中心線(加工面)に対して、進行方向が↑に進む場合、左側がダウンカット、右側がアップカットになります。もし逆に正回転(M3)時計回りが逆回転の反時計回り(M4)になれば、図1で言えば、右側がダウンカットになり、左側がアップカットになりますね。
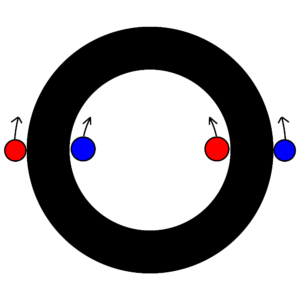
図2
図2ではドーナツ🍩形状では、品物が黒で、赤がアップカットと青がダウンカットです。
内径などの穴を広げて加工する時は、ダウンカットは反時計回り(CCW)でアップカットは時計回り(CW)になります。
プログラム作成時
一般的にはダウンカットでプログラム作成します。たまに、アップカットをする事もあります。
マザトロールプログラムで言えばダウンカットは線左になります。線右がアップカットです。
表面の形状をダウンカットで作成し、反転して裏面の面取りをする時、プログラム作成が面倒だった為、形状をコピーしてアップカットで、面取りプログラムを作成した事がありました。
あと、僕はフェイスミルで加工する時、ダウンカットで手前側(自分側)にキリコが飛んで来ないように、奥へキリコが飛ぶようにプログラムしています。

コメント