
















atcとは
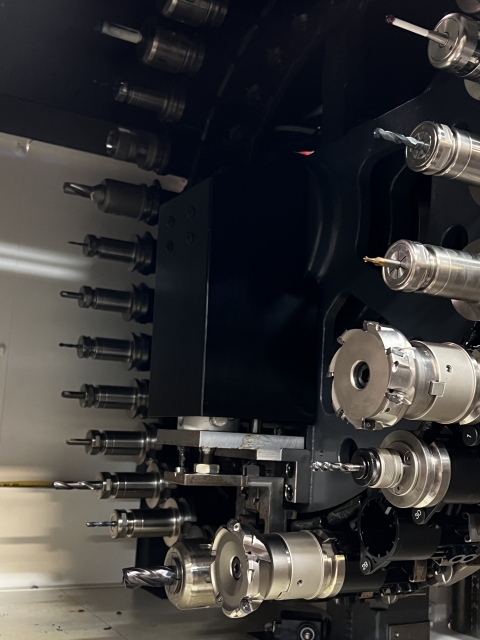
①チェンジャアーム
②ツールマガジン
ATCとは、自動交換工具を英語にして「オートマティック・ツール・チェンジャー(Automatic Tool Changer)」になり各単語の先頭文字の略語です。
上の写真のように、①をチェンジャーアーム、②をツールマガジンの2つの機構から構成されています。
チェンジャーアーム
チェンジャーアームは、主軸に取り付いている工具とツールマガジンに入っている工具を交換する際に、中間的位置にあり「人の手」の役割を果たしています。
駆動力は、油圧、空圧、電動カムが3つあり、交換方式は、回転して交換する「スイング式」と平行移動させて交換する「フォーク式」が2つあります。主にスイング式が一般的です。
交換時間の指標として①ツール ツー ツール(Tool to Tool) ②チップ ツー チップ(Chip to Chip)があります。
①ツールツーツールとは
純粋に、工具を交換するまでの一連の動きと時間を言います。主軸としては、交換位置で止まったままの状態で、ツールポケットから工具を呼び出し、アームで掴み、主軸工具と交換までの動きですね。
②チップ ツー チップとは
これは、若干、僕の考えでは、違いがあるのかもしれないのですが、説明しておくと、
加工位置に戻るまでの時間を言うようで、加工終わって、工具交換後、加工開始位置に戻るまでの時間みたいです。ココでいう、加工開始位置とは、イニシャル点か、R点か、ワークと工具が触れるまでの位置か、
例えば、タップ加工のR点を開始位置で考えれば、ドリルで穴あけ終わり「R点に戻って、タップ工具交換後、R点のタップ加工開始位置」の時点までを言うのかなと思う。違ったらごめんなさい。

加工時間計測は、主に、このチップツーチップを採用しているのが一般的になっています。
ツールマガジン
ツールマガジンは収納されている工具を呼び出す事。またツールを収納しているポケットをツールポットと言います。
交換方式は、「①固定番地式」と「②ランダム式」があります。
①固定番地式
決められたポットの位置に戻る事で、例えばT1の工具は、ツールポットの1に戻るという事ですね。呼び出した工具は固定された同じ所に戻っていきます。加工者にとっては分かりやすいのですが、交換時の工具呼び出し時間がかかるという短所もあります。
②ランダム式
①の固定番地式とは、逆で、呼び出すTNo工具とポットNoが次々と変わっていきます。その為、どの工具が何番のポケットに入っているかを画面モニターで確認する事になります。
加工者が管理が分かりにくいのですが、交換時間が短くなるのが特徴です。
①ドラム型
②チェーン型
③マトリック型


例えるなら、エレベーターで人が1Fから7Fに移動し、取り出す時は、7Fから1Fに移動するといった具合ですね。エレベーターは上下の縦しか移動しないが、さらに横の動きをする。
こんな説明で分かるだろうか^^;
操作上の注意点
ATCが動いている時は、リセットボタンをおさない
工具長と工具径の最大を知っておく
工具径は隣り合う工具に干渉する恐れがあります。
隣接工具を取り除けば、工具径は300ミリほど入れるの径をポットに入れる事が出来ます。
実際、工具長に310ミリの工具を入れても干渉する事はなかったので、少しくらい長くなってもいいようです。310ミリの紙を貼り付けて、実験してみてから取り付けてみました。
重さの測定は、体重計に自分が乗った時と工具を持って乗った時の差分ですね、


コメント