

















バイスでフライス加工
バイスの用途は、単に品物を挟み固定し、穴あけや面削りを行うのが主です。
そういった僕なりのバイスを使った少し変わった加工事例を写真を入れて紹介します。
参考にして下さい。
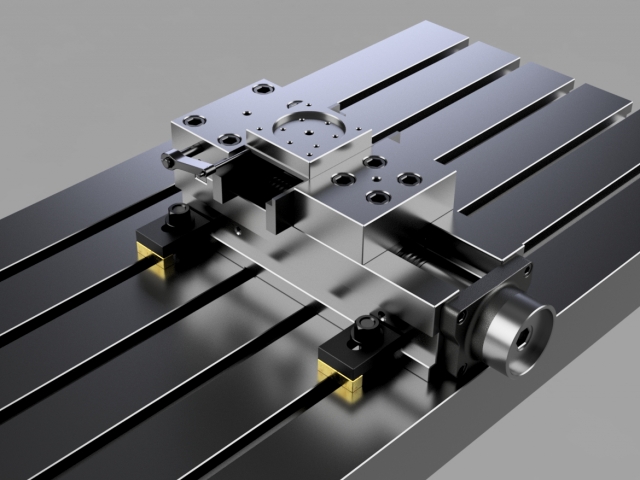
Vブロックで丸物の加工
基本的にバイスは四角い物を挟むが、丸い形状をVブロックを使って挟み加工する事が出来ます。
加工内容は、中央に穴をあけたり、平行台を使って品物をバイス上面より高くして、面削りをしたりします。
デメリットは外径を削る事は出来ません。バイスの挟んだ所とVブロックの跡が残ります。
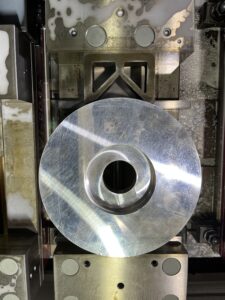
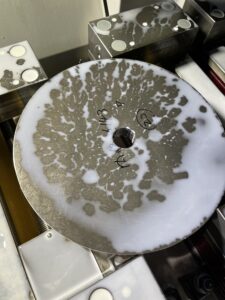
このやり方はバイスで掴むと上面平行が悪くなり、均等な締め付けではないので、穴は少し楕円になります。そのため、荒加工に向いています。
段取り的には弱いので、大きな負荷がかからないように送りを落としたり、切り込み量を減らしたりして加工してます。
ベンリーバイスという商品もあるので、載せておきます。
マスキーブロックというVブロックに似た商品がありました。
セルフカットジョー というのがあります。指定バイスで異形を自分で加工して掴みます。
バイス2個で丸物を加工
2つのバイスの角だけで押さえます。写真では見えませんが、バイスの間に平行台が入っています。
加工内容は中央の穴あけと端面の削りをします。平行台の高さと品物の厚みが、バイス上面より高くして上面を削ります。
品物の外径が大きいほど、バイス間の距離も広くした方がいいと思います。
この段取りは弱そうなので、加工負荷をなるべく減らし、荒びきだけにしています。
バイスの角でくわえた場所は線状のキズが入ります。
治具をバイスに取り付ける
品物側面を穴あけ
横穴は本来であれば横マシニングか横ボール盤を使用しますが、立型マシニングで品物を立てて、バイスで挟み穴をあける事をしました。
品物が高すぎたり、工具長が長いと、この加工は出来ません。
ビレが発生するので、送り速度は遅めにし、2つのバイス間の距離を狭くしてセンターのもみつけは大きくしました。
面取り
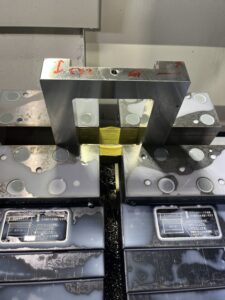
バイスの間にVブロックを置く
品物をVブロックの上に置き両側をバイスで挟む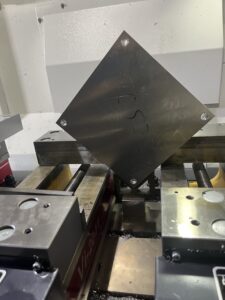
加工図面
写真の加工図面はボヤけて見にくいが赤丸で加工する部分に印をつけた。
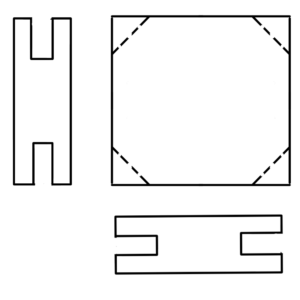
内容は板の厚みの中央部分にC40の面取りを4コーナー行う。
加工方法はラフィングエンドミルで0.2残し、仕上げエンドミルで、側面と底面を仕上げます。
深さの計算方法は、40x√2/2=28.28
よって頂点から28.28まで削ればC40になる。
これは原点が角になっていて当てにくいので最初の時点で4コーナーにC1を作成しておく。
すると倒して立てた時、角にタッチセンサーを当てやすくなる。やり方は側面を両側を同じ高さでタッチセンサーを当てれば中央が出るので、その中央の値で品物の頂点を当てる。
計算方法は、C1部分が√2/2=0.7でC40部分の28.28を引くと(28.28-0.7=27.57)27.57となり、深さ27.57削るようにすればいい。
2つのバイスの間にVブロックを置いて、Vブロックに四角い品物を置いて、2つのバイスで角部分をくわえる。小さな品物であれば1つのバイスにVブロックを置いてもいいが、大きい品物だと高い位置になってビレて加工しにくくなるので2つのバイスでくわえています。
別な方法として品物を倒してサイドカッターで削るやり方もある。
普通にバイスにVブロックを置くと、品物がかなり高い位置になってしまう。
そのため、2個のバイスの間にVブロックを置き、2個のバイスで品物を挟むようにすると、低い位置にセットすることができる。
ただ、2個のバイスの距離、バイスを固定してる締め板が邪魔にならないか、と調節する部分が出てくる。
バイス間の距離を変える
普通はこのように設置する
バイス間距離が短い
バイスの間に小さな締め板
短い締め板は、バイスメーカーの取説を見ると別で売っています。
バイスが2つ以上ある場合、バイスの距離を長くしたり、短くしたりします。
それは品物の長さによってバイス間距離を変えますが、バイスを外して掃除してバイスを設置する一連の段取りは、時間がかかる為、ある程度の距離は決めておいて、長い品物がきた場合、バイスの間と外側にジャッキを置いて品物に当ててビレない方法もあります。
平行台を多数個置きビレ防止
バイスに平行台を4つ置く
品物をのせる

斜めから見るとこんなです
板厚が薄くてビレてしまう場合に平行台を両端と中央部に設置します。
またバイスの力加減は、なるべく弱くした方がいいです。なぜならバイスの力によって板が曲がってしまい、削った後、板厚が均一にならないからです。
ビレ防止の商品がありました。コジラー
角度を付ける
高さの違う平行台をバイスにおく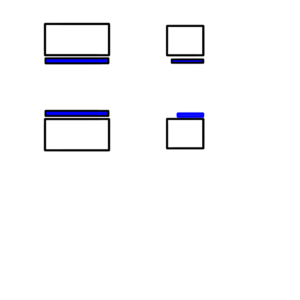
品物を置くと角度が変わります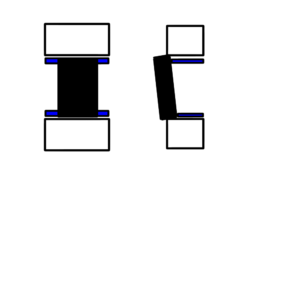
例えば5度の角度にしたいなら、TAN5°で計算する
100mm移動してTAN5°✖️100=8.748
8.75mm Zが下がった位置にピックで合わせる。
キー材を入れると角度が付けにくいので、キー材は取る
アンギュラテーブルという角度をつけるインデックステーブルの商品がありました。
アングルキャッチャーという角度をつけるブロックの商品がありました。
サミッターという商品は位置検出(原点だし)出来る治具がありました。
アングルパラレル という 平行台があります。
平行台の上面が薄くして干渉を避ける
下図の赤色の平行台で、上面が逃げている
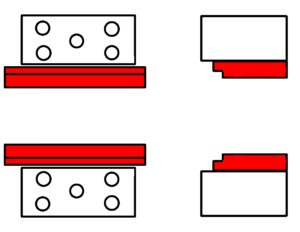
ワーク加工時に干渉を防ぐ
探してみましたが、薄いパラレルブロックしか見つからなかったです。載せて起きます。👆
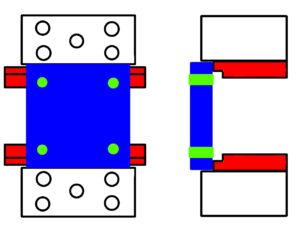
平行台にブロックを置いて穴を逃がす
左側に入力する内容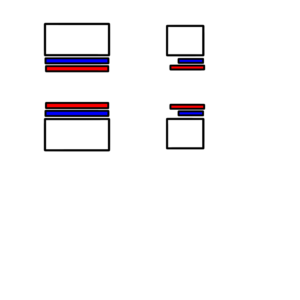
右側に入力する内容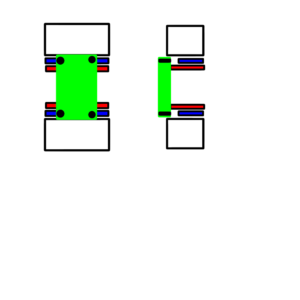
貫通穴がパラレルブロックが干渉してしまう場合、高さの違うブロックを2枚以上置き、干渉を避ける
平行台に当たりそうな時は、ミラクルスペーサーという商品がありました。
高い位置で穴あけやフライス削り
コチラの記事を参考にして下さい。

下駄をずらす
締め板で、仕上げ
バイスにタップ穴がある事が多い。M10くらいだと思うが、そのタップ穴を利用して、固定側、可動側の両側から、締め板で締める。H7穴などの、公差穴の時、有効な手段です。その場合、荒削り、面削りは、バイスでやるが、仕上げ時に、一度、バイスを緩めて締め直し、X原点を出し直すYとZ原点は、変わらないので、そのままでいい。緩めると、動いてしまう可能性があるのがX方向だから。
Y原点位置
バイス固定側は、常に同じ位置になるため、0.1mmも変わらない値になるので、タッチセンサーを使わず手で入力して良い。
公差ある厚みの仕上げ
厚みに公差がある時、特に平面平行、少し、バイスを緩めないと、バイスの力で曲ったまま削って仕上げてしまうと、厚みが均一にならない。
そのため、荒引きが終わったら、0.1m残しで、バイスを緩め、締め直す際、バイスと品物が当たる程度にして、仕上げるといいだろう
バイスで多数個取り
YouTubeで紹介されている商品を載せます。
品物に突き当てるストッパー
YouTubeで紹介されているのを載せておきます。
バイスメーカー
有名なバイスメーカーを2社載せておきます。


コメント