 マザック マシニング
マザック マシニング
マシニング・マザックのマザトロールプログラムの使い方(単動)作成例の応用編②
マザック マシニング  マシニング
マシニング  不良と対策
不良と対策  エンドミル
エンドミル  マシニング
マシニング  加工
加工  エンドミル
エンドミル  タップ
タップ  加工
加工  エンドミル マシニング
エンドミル マシニング  加工 マシニング
加工 マシニング  工具
工具  マシニング
マシニング  エンドミル
エンドミル  不良と対策
不良と対策  加工
加工  マシニング
マシニング  マシニング
マシニング  マシニング
マシニング  バリ取り
バリ取り  マシニング
マシニング  マシニング
マシニング  エンドミル
エンドミル  エンドミル
エンドミル  マシニング
マシニング  エンドミル
エンドミル  エンドミル
エンドミル  マシニング
マシニング  マシニング
マシニング  マシニング
マシニング  マシニング
マシニング  エンドミル
エンドミル  エンドミル
エンドミル  プログラム
プログラム 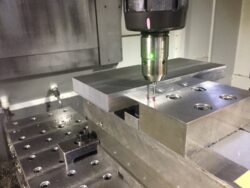 マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マシニング
マシニング  エンドミル
エンドミル  マシニング
マシニング