 タップ
タップ
タップ加工のやり方と不良対策
タップ  技能
技能  マザック マシニング
マザック マシニング  技能
技能  マシニング
マシニング  エンドミル
エンドミル  マシニング
マシニング  エンドミル
エンドミル  不良と対策
不良と対策  エンドミル
エンドミル  マシニング
マシニング  工具
工具  技能
技能  エンドミル
エンドミル  マシニング 工具
マシニング 工具  マザック マシニング
マザック マシニング  加工
加工  ドリル
ドリル  エンドミル
エンドミル  ドリル
ドリル  エンドミル
エンドミル  エンドミル エンドミル
エンドミル エンドミル  エンドミル
エンドミル  エンドミル エンドミル
エンドミル エンドミル  エンドミル
エンドミル  エンドミル
エンドミル 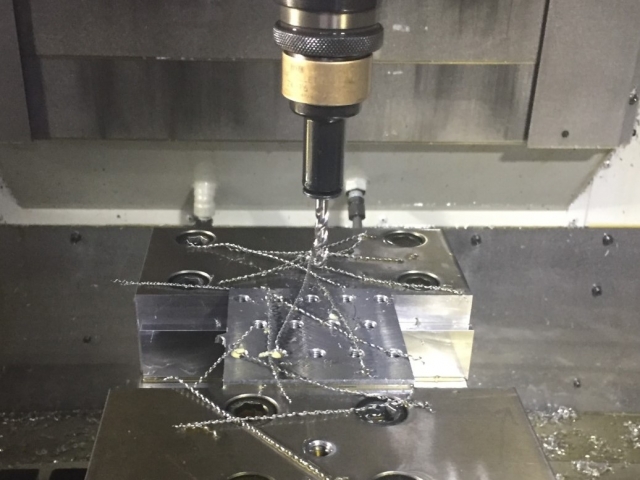 タップ エンドミル
タップ エンドミル  ドリル
ドリル  タップ
タップ  バリ取り
バリ取り 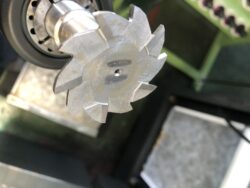 エンドミル
エンドミル  エンドミル
エンドミル  エンドミル エンドミル
エンドミル エンドミル  エンドミル
エンドミル  エンドミル
エンドミル  エンドミル
エンドミル 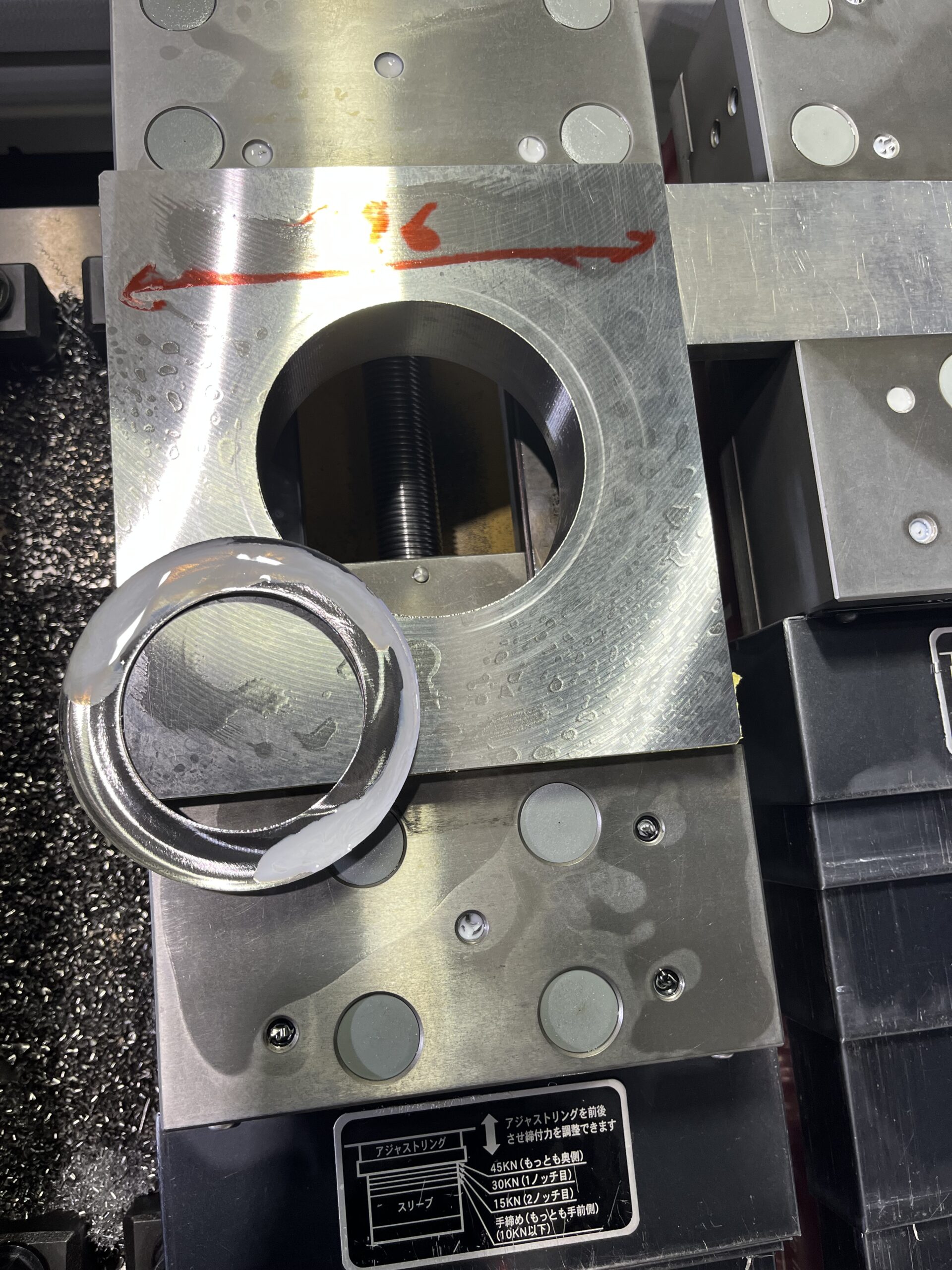 エンドミル エンドミル
エンドミル エンドミル