 不良と対策
不良と対策
鋳物加工は難しい?黒皮残りを防ぐ方法
不良と対策  マシニング
マシニング  技能
技能  エンドミル
エンドミル  加工
加工  マシニング
マシニング  エンドミル
エンドミル  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  タップ
タップ  技能
技能  工具
工具  マシニング
マシニング  技能 工具
技能 工具  エンドミル
エンドミル  マシニング
マシニング  エンドミル
エンドミル  タップ
タップ  マシニング
マシニング  技能
技能 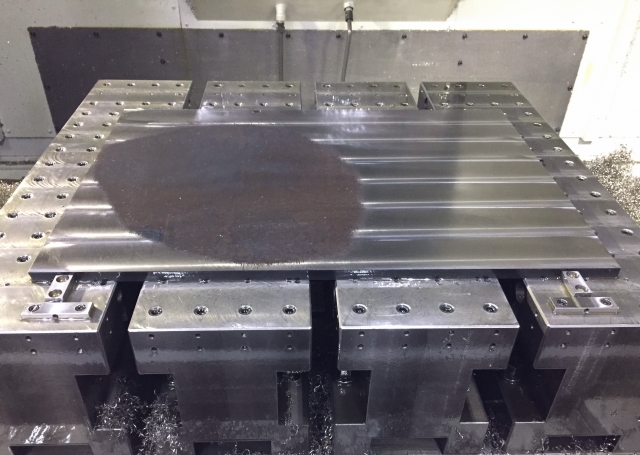 不良と対策
不良と対策  加工
加工  タップ
タップ 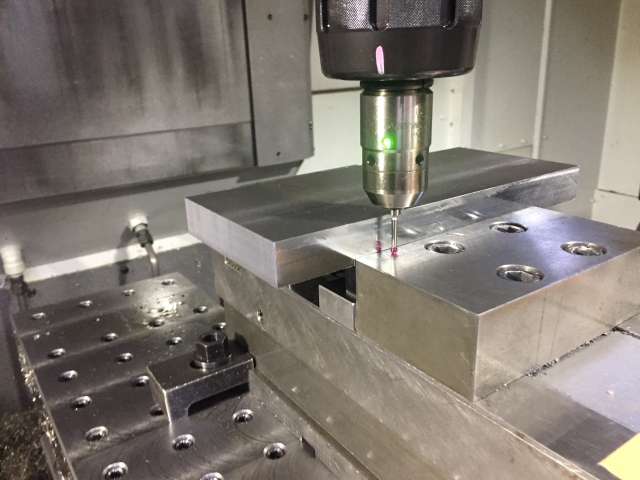 技能
技能