

















ドリルの種類
以下のドリルの先端角、切削条件、特徴などを紹介していきます。
- センタードリル
- ドリル
- 段付きドリル
- ヘッド交換式ドリル
- チップ式ドリル
- ガンドリル
切削条件はSS400材のハイスの時の加工条件を乗せておきます。後日、詳しく表にして載せますがSUSなどの難削材は、回転数が約半分、超硬刃の時は約3倍にしています。加工時の目安にして下さい。
別記事に書いてあるので、そちらも参考に。多少、自分が書いた記事に重複してしまっている所もあります。
センタードリル
左側:①外側の先端角度が120度
右側:②先端角度90度

③チップ式センタードリル
上の写真の
- ①がセンタードリルがストレートが先端があり、外側が120度になっている為、ドリルの先端角度に合わせて負荷が均等にかかりドリルが入りやすいようになっています。
- ②が90度のセンタードリルの為、もみつけ+面取りもする事が出来る。面取りはセンタードリル径より小さい時に限る。
- ③はチップ式。汎用性が高い。もみつけ+面取りも出来る。
概要
- 周速 15(m/s) SS400の場合
- 送り 0.1
- 先端角 90度、60度
センタードリルは、穴あけの際、ドリルのガイドの役割があります。
ドリル


概要
- 周速 20(m/s) SS400のハイスドリル場合、超硬は2倍以上
- 送り 0.1
- 先端角 118度
主に2種類づつあるので説明していきます。
- ハイス:粘り気のある金属。安価
- 超硬:ハイスより硬い金属で回転、送りを上げられる。高価。
- ソリッドドリル:刃部とシャンク部が同じ金属材料から作られている。
- ろう付けドリル:刃部とシャンクが違う金属材料から作られている。
- ロウ付けとはロウソクを溶かして付けるイメージですよね。
- ロウの金属材料は硬い超硬を使用する事が多いです。
- ツイストドリル:刃にねじれがある。ねじれのポケットからキリコが排出される。
- ストレートドリル:刃にねじれがない直刃でキリコが繋がらない。

段付きドリル


概要
- 周速 15(m/s)SS400でハイスの場合。
- 送り 0.05
- 先端角 180度
- 段あるドリル:段付きドリル。先端が尖がっていて、外側がフラットになっている。
- 段なしドリル:フラットドリル。先端がフラット形状。メーカは不二越のアクアドリルやOSG。
- 段付きドリル
- 座ぐり穴の作成や黒皮のセンターリングの位置決めの役割を果たします。
- 径の違う穴を作成出来る。
- フラットドリル
- 黒皮や斜面に穴あけする際、表面を平らにして、ドリルが曲がって入らないようにする。
- フラットドリルも先端が0.2ほど尖っているのがあります。穴芯のズレを生じさせない工夫ですね。


ヘッド交換式ドリル

概要
- 周速 150~250(m/s)SS400材の場合
- 送り 0.1~0.3
- 先端角 120度
- 刃部を交換するドリル。刃は超硬です。
- φ10以下で量産時はいいと思います。交換が楽なので。特にイスカルのスモウカム。
ドリルはミーリングチャックでつかむより、サイドロックドリルホルダで横からボルトで突き当てて固定する方が抜ける心配がないです。その為、工具本体のシャンク側面が削られてフラットになっているのがいいです。
チップ式ドリル


概要
- 周速 150~250 SS400材の場合
- 送り 0.05
- 先端角 180度
ホルダー本体は高い(約2~6万)のだが、チップで刃先交換していく為、量産する時、結果的には安価に部品作りが出来る。送りはハイスの半分くらいだがハイスよりも回転数が上がる為、結果、送りも早く出来る。高速回転させて、大工が使うカンナのように、薄いく丸まったキリコを出していきます。
- これもサイドロックドリルホルダで固定する方がいい。
- ホルダーは、BIGのサイドロックが良い
- キリコが絡むので3D以上ある長さで切込みはステップさせて、内部給油を使用する。
- チップを取り付けた時、凹凸があるので、抜き穴の時は、3ミリくらい深めに入れます。
- φ18以上はお勧めします。
- φ15以下の時は、チップを固定させるビスが小さすぎて取り付けしにくく落とすと無くすのでφ16以上を購入するのがお勧め。
- ほとんどはφ13~φ70ほどまで。0.5ミリ刻みである。
- 住友の偏心コレットを使う事で0.1刻みにする事が出来ます。(P17)
- 個人的にはφ18を17.7にしてM20下穴の穴あけをしています。あとφ18H7の下穴
- 住友の偏心コレットを使う事で0.1刻みにする事が出来ます。(P17)
- お勧めメーカー
- 住友のスミドリル。安くて精度がいいですね。
- サンドビックのスーパーUドリルもいいのですが、高い(スミドリルの2倍の値段)のと内刃と外刃が違うので2種類のチップが必要になります。
- OSGのインデキサブルドリルスミドリルとスーパーUドリルの中間的なドリル。
インデキサブルドリルはポケットがキレイに研磨されていて、キリコの排出性がよいとの事。深穴には良さそうですね。
ガンドリル
概要
- 周速 20(m/S)
- 送り 0.1
- 先端角 90度
これは個人的に使った事が無いドリルです。
ガンドリルは、長いのが特徴。センタースルーが出来て深穴加工に向いている。
購入しても、量産させなければ採算が合わない気がします。
切削条件表
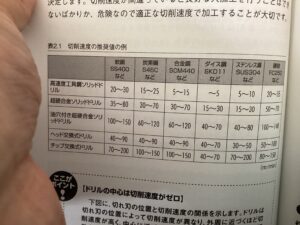
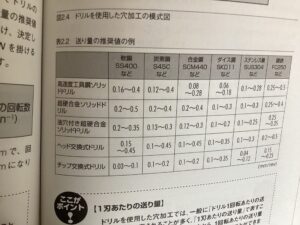
「目でみてわかるドリルの選び方・使い方」という本に切削条件が材料別に載ってあったので載せておきます。
基本的にメーカーの推奨するカタログ値の2-3割下げた値がいいかと思います。
コチラの本、切削条件以外にも、勉強になる事が多く書かれていますので、オススメ。


コメント