
















マザックの便利機能について
マザックの扱いやすいと思う便利機能を紹介します。是非、参考にして見て下さい。
やり方も紹介しますが、古い機械と新しい機械では、ボタンの位置が違ったりしますので、少し違う部分が出てくる所もあります。
ブログを家で書いている為、どこのボタンから入っていくかを機械が無い所で書いているので、後付けになります。よろしくお願いいたします。
工具登録の便利機能
工具レイアウト
工具登録を一斉に登録できます。
やり方は
工具データから工具レイアウトの画面を出します。
工具レイアウトの追加必要工具が表示されます。すでにATCマガジンに入っている工具はピンクになっています。
準備工具は、ピンクに色が塗られていないので、0になっているPKNoに入れた工具Noを入力します。
smoothは、指でタッチします。
工具No登録が終えたら、レイアウト完了ボタンを押したら、一斉に登録されます。
工具長計測

工具を登録したら工具長を登録をします。
工具レイアウトで工具登録をした場合は、工具長は入っていないので、自分で手入力します。
その時の値は適当に333 とか入力しておきます。333にする理由は333もある工具長であれば、ほぼ、干渉する事はないのと333と連続した数字が入力しやすいからです。
MDIで工具自動計測を選び、TNoを入力します。工具計測は連続して出来るのと、出来ないマシーンがあります。
原点入力の便利機能
プログラムで原点入力

原点を当てる位置をプログラムで入力することで、自動的に原点が入力されます。
スタート位置は、最初に入っているFRMの原点になります。その次にタッチセンサーのプログラムを入れる事で、FRMが上書きされます。
こちらの記事を参考にして下さい。

計測

上の写真右下の「計測」を選択します。
smoothの場合は、段取り情報?だったかな、計測が出てきます。

1点計測、2点間計測、円計測があります。
手動でX1000にして、ワークにあてて、書き込みたい原点をコピー&貼り付けをする事が出来る機能です。
段取りの画面から、計測を出します。
刃先記憶
今現在の刃先の位置を記憶させる機能です。
MDIでFRMから刃先記憶で数字に0を入れる事で、その先端位置のXYZをFRMに記録させます。
工具の刃先でなくても、回転テーブルの角度Aの位置でもプログラムに記録させる事は出来ます。
オフセット

プログラムのFRM後にオフセットを入れて、XYZθで、原点位置を変える時に便利です。
戻す時は、再度、終わりにオフセットをXYZθを0を入力します。
優先順位
工具の順番を変える機能です。
プログラムから順番を振り分けていく事もできます。
スポットドリルが沢山ある加工なら、まずスポットドリルの加工のみをするようにします。
同じ工具を何度も使用する時、工具交換をする回数を減らします。
これは僕のやり方ですが、優先順位は1~99まであり、最初は絶対にタッチセンサーを「1」にします。
次からは、奇数順に3、5、7とします。間を空けると途中に変更する時、割り込みが出来ます。
同じ工具で例えば面取りを入れる時は、例えば7、7、7とせずに7,8,9としています。
回転、送りを変える
VFC機能

加工中に送りと回転をオーバーライドで変えて、VCNボタンを押しておくと、加工が終わったタイミングで、プログラムに、その送りと回転が記録されます。
記録されると、オプショナルストップがかかり、止まっています。送りと回転を100に戻して、スタートボタンを押して、続けて加工していきます。
タップ戻り速度

タップの戻り速度を上げます。
タップの工具登録欄で戻り速度を200とすれば2倍になります。
逆回転
左ネジプログラムの場合で紹介します。
MコードにM4と入れると逆回転します。あとはピッチの確認ですね。
加工ストップ
オプショナルストップ
プログラムのMコードに1と入れてメモリー運転でオプショナルストップ機能を効かせておけば、ストップします。効かせていなければ、スルーして次の工具交換をして、加工を開始します。
絶対にストップさせたい時はMコードに0を入れます。そうするとその工具交換をしたときにストップします、タップ加工時のペーストを塗りたい時にストップさせています。
ATC停止
メモリー運転にして、→ボタンを押すとATC停止のボタンがあります。
これは、工具交換せずに、ストップしますので、その工具の加工が終わったら、止まります。
サブプログラムへ繋げる
サブプログラム
特殊からサブプログラムがあるので、そこでサブプログラムを選択します。
オフセット
これは、サブプログラムと言えないかもしれませんが、多数個取りや同じ加工がある時に、オフセットを使う事で、繰り返し加工をするプログラムを作成することが出来ます。
例えば100ミリ離れた所で同じをしたいとき、オフセットで100と入れます。
エンド後に別プログラムに繋げる

エンドユニットの最後に、プログラムを入れます。
そこでワークNoを選択して、実行する、しない を選択で、する を選ぶとそのプログラムが終わった後に次のプログラムへ移動します。
穴加工を数か所、飛ばす
プログラム
これは穴をはじめの一か所だけ飛ばす方法で、始点の加工をする0 しない1 の選択で しない1を選べば、イニシャル点にいくだけで穴加工はせず、次の穴位置へ移動します。
四角や格子の時で、タップが折れた時に使っています。
もし点加工で一か所づつプログラム作成すれば、しない1を全ての点に入れたら、穴加工はしません。
Z軸キャンセル
穴などで、穴加工を数か所、キャンセルしたい時に使用します。
シングルブロックを入れてイニシャル点に移動したとき、Z軸キャンセルをすれば、モニター画面では、数値は加工してる位置にきますが、実際にはZは下がっておらず、イニシャル点の位置のままで、次の加工穴位置へ移動します。
ブロックスキップ
コントロールアウト設定
smoothの新しい機械ではコントロールアウトがあります。
プログラムのユニットに適用させると、そのユニットが灰色になるプログラムが実行されません。
単動
単動でM30と優先ナンバーを組み合わせていれる事で、ブロックスキップさせる事が出来ます。
マザックマシニングプログラムの単動記事を参考にして下さい。
工具干渉チェック
工具経路チェック
工具の動きをチェックするのに便利です。
バーチャルマシニング

工具が干渉する時は、赤く表示されます。
工具登録、原点入力が終わった時点で確認します。
センタースルー
Mコードが機種によって違いますが、M51かM131になります。
工具先端から高圧の切削液が出るので、加工の時は勿論いいのですが、掃除の時も役立ちます。
溝の掃除や、バイスの間のキリコを取り除く時、使っています。
段取り位置M152
これは、多分、ネクサスのマシニングだけかもしれませんが、M152は、段取り位置がしやすい位置にYが手前にXが中心にきてくれます。
プログラムの最後に入れたり、Mコードで入力することが出来ます。
メモ機能

これはsmoothの機械に限ると思いますが、プログラムの中に特殊という項目があり、そこからメモというのがあり、プログラム中に、アルファベットや数字を入れる事が出来ます。
注意すべき項目をメモにして入れています。
文字
文字はsmoothの機械で、オプションになります。
文字の書式は決まっていて、アルファベットと数字だけになります。
治具に文字を入れて管理したりしています。

折れ検知 M35
工具が折れてしまった時、次の加工に行かず、ストップします。
送って帰る時、次の工具で加工せず止まります。電源はつけっぱなしになりますが。
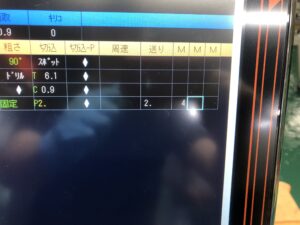
抜け際の送り

ドリルの下穴径と下穴Hの欄になります。
通常は下穴径「0」、下穴H「100」です。
その値を変える事で抜けぎわの送り速度を変える事が出来ます。
例えば、下穴径「10」、下穴H「50」の場合、ぬけぎわ手前10㎜が送り速度50%になります。
僕がこれを使う時は、ぬけぎわに横穴があいていて、穴が十字にクロスしてしまう時に使います。
他には、深穴で最初はショートドリルで加工後、ロングドリルで加工しますが、ロングドリルで加工する時はショートの加工の深さまでは、穴が開いていて加工が出来ているので、通常の2倍の送り速度にしておき、以後は削る手前からは半分の送りになるように設定しています。


コメント