


















斜面の加工について
マシニングでやる斜めの加工は、主に3通りあります。
- 工具でやる
- 段取りを変えてやる
- マクロのプログラムでやる
- 工具でやるのは、
- 30度、45度、60度などの工具を買うか、角度を変えられる工具もあります。または5度とかのエンドミルを研磨してもらったものを使用して、角度をつける方法です。
- 段取りを変えてやるのは、
- 角度計算して、2点求めてエンドミルで、加工する方法です。
- マクロプログラムは、
- ラジアスミルやボールエンドを使い、角度をつけます。切込み量、チップ形状R、工具径、品物幅などを入力していきます。CAMで自動計算されていきます。
以下に簡単な長所と短所をまとめてみました。
| 工具 | 段取り | マクロプログラム | |
| 長所 |
|
自由な角度設定。
|
|
| 短所 | 有効長はチップの長さ分のみ |
|
面粗度が悪い |
工具で斜面の加工

工具を使用して角度をつけるのは、工具があるかどうかになります。
1°刻み
1度刻みでは、以下の工具があります。
- 富士元のマルチアングルミニ
- チェーンヘッドウェイ こちらはYouTubeで紹介されてます。
- 富士元のマルチアングルミリは、使用した事があるのですが、送りと回転を遅くしておかないとチップが吹っ飛びます。チップを裏からレンチで回して、(ロックする回す方向が工具に書いてあります)上から、締め具でさらに固定するのですが、とにかく弱い構造で負荷をかけずにゆっくり加工する事が、大事です。
- チップも、それほど大きくないので、小さな幅でしたら、これを使いましょう。
- エンドミルを研磨屋さんに任意の先端角度を付けてもらうように依頼して作る事も出来ます。
- ツールプリセッタで影を投影して、目的の角度が付いているか確認しときましょう。
5°度刻み
富士元の面取りは「用途に応じて角度15°~75°が選べます(5°きざみ)。」と書いてありました。
チップ幅までの面取りになりますね。
30°、45°、60°
- タンガロイの面取りカッター
- タンガロイの面取りに30度、45度、60度の3種類あります。これは、チップの長さがあり、45度の面取りで使用しているチップも同じなので、使いまわしが良いですが、チップ自体が高いのが、いまいち
段取りで斜面の加工
段取りは、主に2通りあって、
- エンドミル
- インデックステーブル
- 治具を使う
です。
参考動画
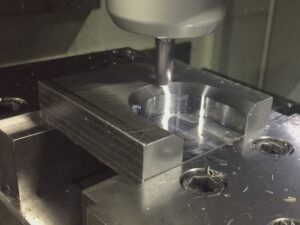
エンドミルで斜めを加工
品物をエンドミルで加工しやい方向に倒して、バイスやクランプなどで固定して加工します。
その際、バイス、クランプに干渉しないように注意しましょう。
ちょいと、その例を図と共に計算式を解説していきます。
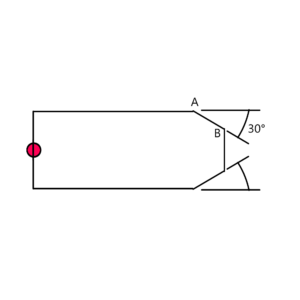
上の図の赤丸がYの振り分け中心で原点X、Yが(0,0)として、A(100,50)B(120、?)とします。BのY座標を求めます。
A-B間の距離は20(120-100=20)となり、TAN30=?/20により?の値が11.55(20/√3=11.54)
BのYが50-11.55=38.45
A,B点を入力します。ダウンカットにしたいので、Aを先に入力、Bを後で入力します。
ちょっと別の方法ですが、
次の紹介するやり方は角度以外にもR形状でも使える方法です。
材料取りの時点でバイスのつかみ代分の肉を付けてもらい、ガッチリとバイスで3ミリほどをつかみ、上面を斜面などをエンドミルで加工後に、反転して、その3ミリを削り飛ばす方法があります。
品物が吹っ飛ばないように、送りを遅めにして、ラフィング荒加工時は切込み量も少な目にして、バイスに干渉手前ギリギリまでZを下げて加工します。

インデックステーブル

インデックステーブルに品物を固定させて、テーブル回転させて角度を付けて、斜面の作成が出来ます。ただ、テーブルが回転させたときの原点を出しにくくなります。円テーブルの中心から、どれくらいの距離で削ればいいのかを、計算しておきましょう。
または五軸加工機や複合旋盤、横型マシニングでテーブル回転するのであれば、それで角度を付けてもらう方法もありますね。

治具で角度を付ける
バイスや角度つきバイスをつけます。
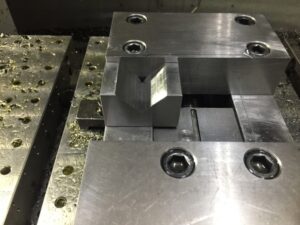
バイス
平行台の代わりに角度をつけた板やVブロックを敷く事により角度をつける事が出来ます。
角度をつけた板は自作する事になります。市販ではアングルパラレルというのがあります。
バイスの口の開く分の広い面を加工出来ます。
念のため加工前に、斜面の2点をピックで測り、例えばX100移動した分をTANで計算して、Zの値を確認してみましょう。
加工時は、肉厚な部分と肉薄い部分とあるので、負荷が、大きくかかる所とそうでない所が出てきますので、品物が飛ばないように、小さな工具で送りを遅めにしときましょう。
別記事で板材に角度を付ける方法を紹介してあります。
アングルバイス という商品があります。参考に。
しろくまさんはYouTubeで紹介された動画です。
ワークが大きい時
ワークが大きいと高い位置で加工するような段取りになってしまいますので、低い位置で加工する方法を紹介します。
バイス2個の間に角度付きのブロックを置いて、ワークの両端を固定して削ります。
バイスは、ワークが乗せれる距離に位置をズラすか、角度付きブロックを高くするかでワークを2個のバイスでくわえます。
角度がつけられるバイス

ちょっと高いのですが販売があります。名前がアングルバイスとかサインバーとかあります。
モノタロウ サイトを載せておきます。
アングルバイスは使った事がありますが、手で締めます。取っ手部分は引っ張ると油圧が効く。そして加工位置が高くなるので、工具干渉しやすくなります。
またチャックが弱いので、加工は、優しくゆっくりめにするのがいいです。
角度を合わせて、ボルトで締めて角度を固定するのですが、念のために、ピックで分かりやすい所でいいので、2点測り、角度が出ているか確認しておきましょう。
平行だし、角度だし、干渉などの段取りに時間がかかってしまうのが、難点ですね。
メインとサブプログラムで斜め加工
例えばC6をエンドミルで作るとします。
手順はメインのプログラムにサブに移るプログラムを入れます。サブに行く前に位置決めをしておきます。
M98 P [プログラム番号] L [繰り返し回数は3]
サブプログラムに例えば45°であれば、G91(その位置から)Xを+1づらし、Z-1にして、Yを材料の幅+カッター径分入れて材料を削る。そして同じく、X+1、Z-1にしてYを同じ数値にします。そうするとアップカットとダウンカットの往復して戻ってきます。最後にM99 メインプログラムに戻るようにします。
プログラム例
長さ400ほどの長い棒にエンドミルでC20を作るとします。
メインプログラム
- G54G90G00X-20.Y20.S1000M3
- G43H●Z50.M8
- Z-1.
- M98 P●L20
- G00Z50.M9
- G90G28Z0M5
サブプログラム例
- G01 G91 X500.
- Z-1. Y-1.
- X-500.
- Z-1.Y-1.
大雑把ですが、こんな感じです。細かい微調整は原点を変えてみるとかでします。
参考動画
マクロプログラムで斜め加工

これはCAMというパソコンで作るプログラムで、3次元的な動きにより、斜面を形成していきます。
使う工具のカタログ値の送りと回転とZ切込み量などを参考に少しづつZとYが移動して削っていきます。
CAMのソフトが100万円?くらいするのか分かりませんが、投資する必要があります。
オフセットや座標回転を使って、同じプログラムを違う場所で使用出来るので、一度、作成出来てしまえば、大変便利です。
これは、CAMソフトと加工機がマッチングしていないと、プログラムを移せなかったりするのでメーカーとCAMが合うかの知識が必要です。
最近はチャットGDPがあり、マクロプログラムを作成してくれます。参考に載せておきます。👇
チャットGPDでつくった斜面加工
図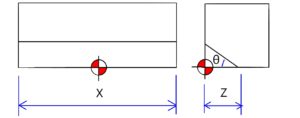
原点位置
- X:横幅中心
- Y:手前(バイスなら可動側)
- Z:ワーク上面
- θ:角度
#100からの数値変更して入力します。
Zは少し行き過ぎた値を入力します。本来の数値+2くらい。👈これは実際削ってみないと分からない
下記マクロは、C8.5(実際7くらい)、幅44の斜面加工。
O0601 (PG)
(--- SETTING: 加工条件の設定 ---)
#100=45.0 (角度: 45度)
#101=8.5 (C面サイズ: 最終的な深さ)
#102=0.5 (切り込みピッチ: 0.5mmずつ刻む)
#103=44.0 (加工物のX方向長さ)
#104=30.0 (Dサイズ: 基準となる直径や幅)
#108=1.2 (刃先R: 使用する工具の先端半径)
#109=1400 (開始回転数)
#112=400 (開始送り速度)
(--- CALCULATION: 自動計算エリア ---)
#110=#104/2 (半径の計算: 30の半分で15.0)
#111=[#103/2]+#110+3.0 (Xの逃げ量: ワーク端から安全な位置まで)
#140=#108*[1.0-TAN[22.5]] (刃先R補正: 工具の角を考慮した計算)
#155=#110+#140+15.0 (Yのオフセット: 開始位置を15.0ずらす計算)
(--- START: 加工開始準備 ---)
M03 S#109 (主軸回転開始)
G90 G00 X-#111 (Xのスタート地点へ快速送り)
G00 Z5.0 (Zの安全位置へ)
M08 (切削油ON)
#120=0.0 (現在の深さ初期値: 最初は0から)
N100 (LOOP START: 繰り返し計算の始まり)
#131=[#110+#140+[#101-#120]]-#155 (今回のY座標を計算)
S#109 (回転数の更新)
G00 Y#131 (計算したY位置へ移動)
G01 Z-#120 F#112 (指定の深さまで切り込み)
G01 X#111 (X軸を右端まで削る: アップカット)
G00 Z[-#120+2.0] (刃物を2mm浮かせて逃がす)
X-#111 (左端のスタート地点へ戻る: 空走)
(--- CHECK: 終了判定 ---)
IF [#120 GE #101] GOTO 200 (もし深さが8.5に達していたら終了へ)
(--- NEXT: 次のパスへの更新 ---)
#120=#120+#102 (深さを0.5加算)
#109=#109+10.0 (回転数を10アップ)
#112=#112+5.0 (送りを5アップ)
(--- LIMITER: 深さの追い越し防止 ---)
IF [#120 LE #101] GOTO 100 (まだ深さが足りなければN100へ戻る)
#120=#101 (深さが超えてしまったら、最終値の8.5に固定)
GOTO 100 (最後の仕上げパスへ)
N200 (END: 終了処理)
G00 Z100.0 (刃物を高く逃がす)
M09 M05 (油と主軸を停止)
M30 (プログラム終了)
- チップRが大きい程、Z刻みが細かい程、斜面の面粗度が良くなります。
- ダウンカットで削り、Z上がり削り位置に移動してダウンカットを繰り返します。
- これはφ30のR1.2のエンドミルですね。
- 回転1777、送り555
- コピーしやすいように同じのを日本語解説なしのも貼り付けておきますね。👇
O0603
(— SETTING —)
#100=45.0 (ANGLE)
#101=8.5 (Z-DEPTH / C-SIZE)
#102=0.5 (STEP)
#103=44.0 (X-LENGTH)
#104=30.0 (D-SIZE)
#108=1.2 (TIP-R)
#109=1777 (START-S)
#112=555 (START-F)(— CALCULATION —)
#110=#104/2 (RADIUS)
#111=[#103/2]+#110+3.0 (X-CLEARANCE)
#140=#108*[1.0-TAN[22.5]] (R-COMP)
#155=#110+#140+15.0 (Y-OFFSET)(— START —)
M03 S#109
G90 G00 X-#111
G00 Z5.0
M08#120=0.0 (CURRENT-DEPTH)
N100 (LOOP START)
#131=[#110+#140+[#101-#120]]-#155 (Y-CALC)S#109 (UPDATE-S)
G00 Y#131 (MOVE-Y)
G01 Z-#120 F#112 (CUT-Z)
G01 X#111 (CUT-X)
G00 Z[-#120+2.0] (Z-ESCAPE)
X-#111 (RETURN-TO-START)(— CHECK —)
IF [#120 GE #101] GOTO 200(— NEXT —)
#120=#120+#102 (NEXT-DEPTH)
#109=#109+10.0 (S-UP)
#112=#112+5.0 (F-UP)(— LIMITER —)
IF [#120 LE #101] GOTO 100
#120=#101 (FORCING-FINAL-DEPTH)
GOTO 100N200 (END)
G00 Z100.0
M09 M05
M30
斜面に穴加工
斜面に穴あけをする時は、まず、フラットドリルやエンドミルで、加工面を平らにします。この時、断続切削になるので加工音は、ガタガタとチップが欠けるような音がします。送りと回転を下げておきましょう。やはり、加工負荷が一定ではないので、工具の摩耗が大きいです。こまめに、工具チェックしましょう。
そして、モミツケを行い、キリで穴あけをします。
斜面の検査

加工者が出来る検査としては、内側に目盛りが付いている直角定規を角に当てて、数字を読み取り、三角関数で計算した数値と合っているかを確認してみましょう。
目盛りがついてない直角定規であれば、それでもいいので、角に当てて、直角定規の上からサシで測ってみましょう。
または、全長から角度のついている所までの長さを引いて、真っすぐな所までの寸法を計算で求めて実際にサシで測ってみてあっているかの確認もできます。目視ですけどね。


コメント