


















ポケット加工とは

僕の感覚ではポケット加工は、貫通してない穴の事と認識しています。
穴の形状は丸や四角だったりします。
底面が破けてしまったら、ポケットと表現せず、穴だと思います。
貫通穴の解説はこちらの記事を参考にして下さい。➡マシニングで穴抜き
ポケット加工 丸形状

ポケットの穴形状は、簡単に作成出来ます。
手順は
- もみつけ
- 穴
- キリ
- フラットドリル
- Uドリル
- エンドミル荒
- 面取り
- エンドミル仕上げ1
- エンドミル仕上げ2

解説
- もみつけ:キリ穴のガイドとしてセンタリングを行います。
- 穴:エンドミルが入る穴を作成します。
- キリ:先端角118°なので、底面まで、0.2くらい残します。
- フラットドリル:キリ同様に底面0.2
- Uドリル:Uドリルは凸凹形状なので底面0.5くらい残します。
- エンドミル荒:ラフィング、ラジアスミルなどで底面と内径0.2残します。
- 面取り:仕上げ前にやる事で、2次バリを無くします。
- エンドミル仕上げ1:仕上げ寸法で加工します。
- エンドミル仕上げ2:再度、ゼロカットを行う事で、キレイな真円を作ります。
底面にコーナーRがある時は、ラフィングで外形を残しますし、穴あけもRを考慮して、やや小さいキリを使用しなければなりません。例を考えていきます。
「φ100深さ30底面コーナーR1」を作成する。とします。
- もみつけ:なしで行きます
- 穴:Uドリルφ40を使用。たまたま40があったから。深さ29.5まで穴加工。
- エンドミル荒:ラジアスミルで底面29.8と内径φ98.0にします。
- 面取り:図面指定なければC0.3にしときます。
- エンドミル仕上げ1:φ100.02にしときます。深さ30.0でR1付のエンドミルを使用。
- エンドミル仕上げ2:同様にφ100.02にします。100.02にする訳は、エンドミル自体が少し小さく出来ているからです。公差穴の量産品でしたら、エンドミル仕上げ1と2は別の工具を使用します。
φ100くらいでしたら、荒ラフィングではなくて、ラジアスミルでヘリカル切削してφ98にします。それは、チップ式の方が早いからです。
底面にRがある
底面にRがある時は、そのRの仕上がる前のR分手前でZとXYで階段状にした後、R付エンドミルで仕上げます。
R1なら1ミリ手前のXYとZの階段を作ります。
例えばφ20で深さ10のR1なら深さ10でφ18と深さ9でφ10で階段を作り、最後にR1のエンドミルで深さ10φ20で仕上げます。
または階段を作らないで、R1.2のチップで荒加工してしまってもいいですね。

R5とかの時は、サンドビックなどのコロミルで、R5のチップを使います。ホルダーは、R5に対応していないので、チップをそのまま付けた時、ホルダー角に干渉します。その為、チップを付ける前に、グラインダで、ホルダーの角を落とします。(上の写真参照)
ポケット加工 四角形状
四角いポケット加工も丸形状と同じ手順です。
少し加えるとラフィングやラジアスミルで、壁まで1ミリ残しほどまで円を作ってから、四角にしていく事と4つ角にコーナーRがある事です。
作成方法は穴抜きバージョンとほぼ同じなので、参考にコチラの記事を参考にして下さい。
ちなみに、キリやドリルで穴を沢山あけてから、エンドミルやラジアスで穴を広げる方法もあるのですが、これは、エンドミルに負荷がかからないようで、実は負荷が大きいので、やめときましょう。
断続切削になり、チッピングが起きやすいです。
コーナーR
Rの大きさに合わせて、エンドミルを選定します。
R5でしたら、φ10以下のエンドミルを使用しますが、10ですと、角に当たってすぐ移動してしまうので、ビレが発生して、キレイなRが作成出来ませんので、一回り小さいφ8のエンドミルを使用します。
コーナーR1
一度、コーナーRなしの形状を依頼された事があったが、Rなしのポケット加工は物理的に不可能です。ワイヤーカットでも0.5ほどのコーナーRがつきますが、貫通穴に限ります。
極力Rが小さい状態にして欲しいと言われて、コーナーR1で作成しました。
やり方は、徐々に小さなRにしていきました。
最初はR5、R3、R2、R1.5、R1の順にやりました。角に負荷がかかる時、折れる可能性があったので、徐々に小さくしていく必要がありました。
エンドミルはφ10,6、4、3、2の5本用意して段取り時間も加工時間もかかり作業でした。
10,6,4,3のエンドミルは底面と壁は0.1残しで最後のR1で底面と壁のすべてを仕上げました。
そうしないと段が出来てしまうからです。
φ10のエンドミルだけはラフィングを使いました。あとはすべて仕上げのエンドミルです。
深さは8ミリと深くはないのですが、φ2の長いエンドミルを購入しました。
エンドミル径が小さくなるほど、折れやすくなるので、小さい径ほど、送りを落としました。

コーナーRなし
R部が、フラットなドリル穴になっていて、フラットドリルで加工後、エンドミルで荒と仕上げを行った事があります。どういうものか分かりにくいので掘り込み形状の図面を書きました。
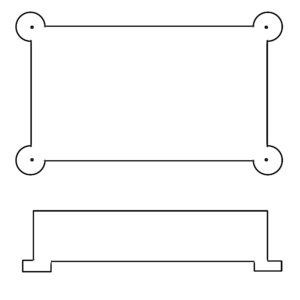 角部を作りたくない為に、角を逃がした形状ですね。さらに底面も1ミリ逃げていました。
角部を作りたくない為に、角を逃がした形状ですね。さらに底面も1ミリ逃げていました。
きっと何か四角い品物が入るのに、干渉しないように設計されたのでしょうね。
ポケットの中に山
ポケットの中に凸状の山がある時があります。
作成方法は丸形状と同じようなやり方です。
エンドミルが入る穴をあけてエンドミルでボス部分を避けてポケットを作成します。
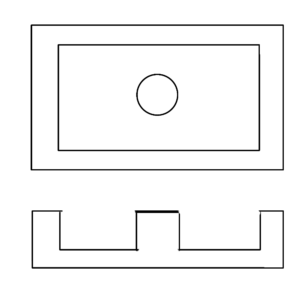
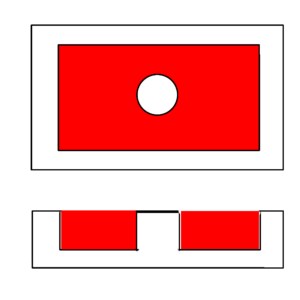
上の図は同じ図なのですが、ちょっと分かりにくいと思ったので、凹んでいる所を赤く塗りつぶしました。
マザトロールプログラムであれば、ポケット山というのがあり、FIGで最初にポケット形状の四角を描いて、次に山の形状を書く事で作成できます。
検査はブロックゲージで。


コメント