
















芯出しについて
芯出しは、段取りする時に時間がかかってしまう。キチンと芯が出てないと、削れなかったり、1工程とのズレが出てしまったりしてしまうので、芯出しは重要な段取りです。この記事は一個物~多数個の物、形状は四角、丸物、異形と色々なやり方を紹介します。参考にして下さい。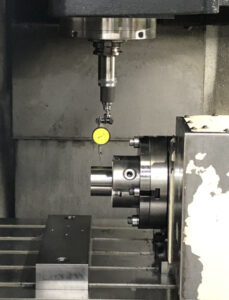
バイスと突き当て
| 四角 | 丸 | 異形 | |
| 段取り | ◎ | △ | △ |
| コメント | 早くて簡単 | Vブロックなど必要 | 形状に合わせた治具が必要 |
四角い形状ならバイスでやるのが一番いいです。バイス固定側に当てれば、自然と通りは出ます。
さらに突き当てを当てる事でX方向も決まります。
丸や異形もバイスで、出来なくはないのですが、やり方を工夫しないとダメですね。。
通りだしピン
| 四角 | 丸 | 異形 | |
| 段取り | 〇 | 〇 | 〇 |
| コメント | 長手方向に2点。 | 90°の位置に2点 | 形状に合わせた位置 |
四角なら3点、丸なら2点、異形は3点、突き当てるようにすると、通り出しは楽に出ます。
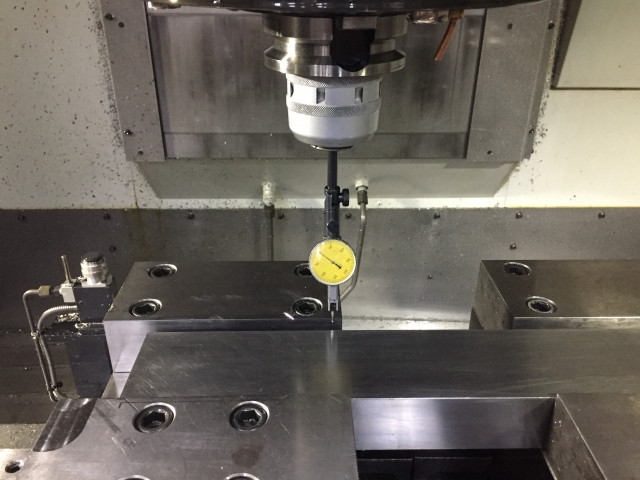
精度が必要な場合は、ピンに当てて締めた後、ピックで通りを見ましょう。
ピンとワークの間にシムが入らないようにします。
締めると、通りが少しズレるので、軽く締めて通りをピックで出してから、本締めします。
段取りは、テーブル上か、治具になります。
ワークにピンを差す
このやり方はリーマー穴がある時に限ります。リーマー穴でなくても、穴が2か所あいてれば出来ますが、リーマー穴の方がやりやすさはあります。1工程で、通りだし用の小さな穴をあけてそこから、通りを出し後に穴を本来の寸法にしてもいいですね。
ピンを差さなくても、穴から芯を出して、ピックで見てもいいです。
ケガキ針
| 四角 | 丸 | 異形 | |
| 段取り | 〇 | 〇 | 〇 |
| コメント | 出来るがやる必要なし | 一番長い所にけがく | |
四角や丸は、けがく必要がない。出来るが、時間の無駄、作業の無駄になります。
けがく時は、通りだし出来やすい位置で、一番距離が長い所にアオタックを塗り、ケガキ針で線を入れます。やり方は線が見えればいいので0.1ミリくらいづつZを下げて、XかYをずらして、線が入るまで下げていきます。もちろん、青タンが乾いてからになります。夏場は3分くらいで乾きますが、冬は5分くらいかなと思います。バネ式のケガキ針を使うといいですが、工具交換時に、針がエアー圧で抜け落ちる時があります。
バネ式の針かどうか、分かりませんが、ミスミにもあった物を載せておきます。
サシで見てセット
| 四角 | 丸 | 異形 | |
| 段取り | 〇 | × | △ |
| コメント | 一応、出来る | 出来ない | 形状次第 |
サシでやる場合は、荒引に限る。四角い形状を一列に並べて段取りする時、便利です。
サシは300ミリをよく使用していました。
捨て削り
黒皮、丸、異形で2工程がある時は、捨て削りをしておけば、そこから、原点と通りだしをします。
削って所は、客先や設計に確認しときます。
出来るだけ距離を長くて削ります。


コメント