
















チャックとは

爪で円形状のワークを掴む道具。
バイスは主に四角い物を掴む事は出来るが丸物は掴めないので、チャックを使用する。
爪は、外張り用と内張り用がある。外張り用は外径を押す。内張りは内径を押す。
3つ爪と4つ爪の違い

3つ爪と4つ爪がある。
3つ爪は、3点支持になるのでバランスが良いので、外径(内径)が黒皮の時に使用するのがいいです。
あとは、穴位置の干渉、エンドミルの掘り込み時の干渉を避けたい時に使用する。
4つ爪の利点はバランスが大きい。均等な力がワークに加わる。ただし、その加える面が削ってあることが前提です。黒皮では使用しない方がいい。
負荷が大きい時も4つ爪は有効です。
チャックの設置方法
チャックを板に縫い付ける
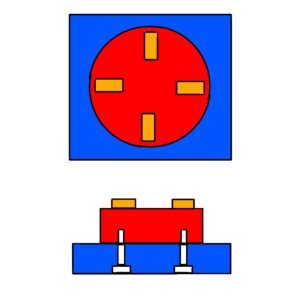
図の説明
- 青:板
- 赤:チャック
- オレンジ:爪
- 白:座ぐり穴とタップ穴
φ200くらいのチャックでしたらバイスでチャックを掴むようにするのが1番簡単。
チャックは円形状の為、バイスで掴むことは出来ないが、チャック底面にタップ穴が4箇所あれば、そこに板を取り付ける事が出来る。
板の大きさはハンドルを入れて回せるくらいの小さな板がいいです。
板厚は20~30くらい。
板中央はφ30くらいの穴をあけておきます。そうする事で切削液やキリコがたまりません。
板にチャックと同じPCDで4か所に座ぐり穴を作ります。
バイスの場合
板がつけばバイスでつかむことが出来るようになります。
パラレルブロックは出来るだけ低い高さのを使用しましょう。高い位置での加工は避けます。
バイス右側にハンドルが入るようにしますと、ハンドルを回しやすいです。
板をハンマーで叩きパラレルブロックに密着させます。
インデックステーブルの場合
インデックスのT溝に入る座ぐり穴を4か所 板にあけておきます。
インデックスを取り付けたら、円筒形の芯が出ている物を掴んで、円筒形の頂点にピックを当ててインデックスを回して、芯ズレを板を叩いて調節します。ピックの高い位置が表示された所を叩きます。
ブロック上に置く段取り

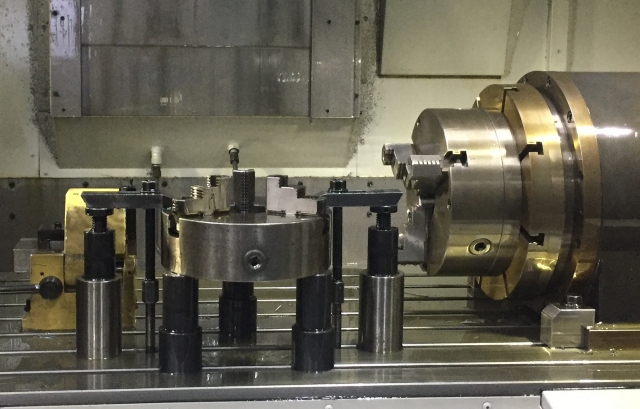
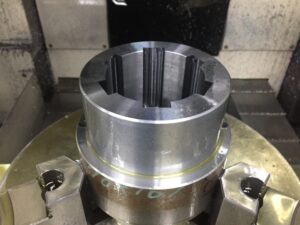
φ300以上のチャックは、重くなる上に、板をバイスで掴む口が開かない事が多いので、板に縫い付ける事はせずに、テーブル上に設置します。上の写真の様にブロックの上にチャックを置いてプレーンクランプで締める方法もあります。
高さを上げる事でハンドルを回しやすくなります。
テーブルに直置きでもいいですが、ハンドルが回しにくいです。その場合、ラチェットレンチを使用しましょう。
爪を付ける
爪を取り付ける
チャック本体の溝に4つ爪なら1〜4の、3つ爪なら1〜3の番号が刻印されていて、爪も同様に1〜4(1〜3)の刻印があるので、チャック番号と同じ番号の所に爪を入れます。
入れ方は、ハンドルを回すと、蚊取り線香のような螺旋🌀状のレールが渦巻き状に反時計回りに動くので、レール先端が爪に引っかかるように番号順に1〜4の爪をはめていきます。4番目の爪まで入れたら、そのままハンドルを回して、爪が縮まっていき、爪が中央で合うのを確認します。爪が合わない場合、番号順に爪が入ってなかったり、別の爪を入れてたりの何かしらの間違いが起きています。
爪を削る
場合により、ワークの径に合わせて爪をセルフカットします。
爪が円弧状になっていれば、ワークを掴む時、曲面が面で当たるので、問題ないのですが、爪が四角い平面であれば、ワークが線で当たるので、ワークが動きやすなるので、爪を削る必要があります。
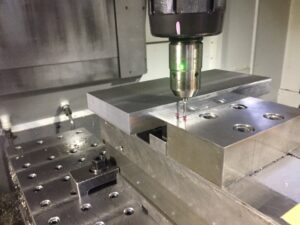
爪を削る時の段取り
ワークの大きさに合わせて爪を広げて、その時に噛める円筒形の材料で噛んで爪を固定させます。あんこと呼ばれる材料を爪に噛ませます。適当な大きさの円筒形の材料がない時は、仕方ないので、ワーク形状に合わせた爪の広がりで爪を削ります。(サシやノギスで口の広がりを見て削れるか確認します。)送り、回転は遅めで切り込み量Zも少なめで優しく削ります。下の写真参考。実際の写真も後日載せます。ラフィングと仕上げのエンドミルで回って仕上げてます。
トコトン優しい旋盤の本の63ページ

参考文献はこちら。
削り終わったら上面のバリを取り、ワークを入れて、爪とワークの曲面が合うか確認します。
旋盤を扱う人は、このやり方を知っているので、旋盤の人に聞いてもいいと思います。
ワーク原点入力
ワークを取り付けてXYZ原点を入力します。
Zは、上面か、加工者の好きな所になりますが、XY原点は円の中心になります。
タッチセンサーで3点計測して原点を入力するか、ピックテスターで触れ回してXY位置を求めるかになります。触れ回しはおおよそ中央にもってきて、X方向を主に合わせます。Yは裏側になるので、鏡を使わないと見えないので、まずはXを合わせ、次にYをXと同じ数字になる様にピックで合わせれば、早いです。
ワークが多数個ある場合は、自動原点出しを利用しましょう。爪のガタがあるので、締め方によってXY原点が0.1位違う事があります。
加工してみる
基本的には油圧バイスほどの締め付け力は無いので、動く可能性があります
ハンドルを使って手で締めるので、それほど強い力で締める事はできないんです。荒加工が多くて強い力で締めたい時はハンドルにパイプを入れて、力一杯回す。ただ、それをするとハンドルが折れて壊れる事がある。


コメント