

















エンドミルの有効長

エンドミルの有効長さは、径の2倍が一般的。例えばφ20エンドミルでしたら有効長さは40の波長があります。ドリルと同様に2倍でしたら2D、3倍で3Dと言ったりします。
僕の場合、有効長の全てを使わず先端部分だけを使う事がほとんどです。有効長を全て使うのは、エンドミルの負荷が大きい為、径の半分ほどにしています。φ20エンドミルで深さ30でしたら、深さ10ミリづつ3回に分けます。深さ35とかでしたら、12ミリづつ3回にします。
有効長は限界があります。例えば深さ50ある材料に、有効波長40のエンドミルでしたら残り10削れません。無理に50深さまで入れて削ろうとすれば、エンドミルのシャンク部分に当たるか、エンドミルチャックに干渉するか、してしまいます。シャンク部分に当たってしまうと、焼きが入ったような状態になり、工具も材料もよくありません。そういう事を起こさない為にどうすればいいかを考えて、以下に対策方法を書いていきます。
工具で対策

波長が長い工具を使う
波長が長い工具を使います。例えばφ20エンドミルであれば3Dほどあれば60あります。その分、値段は、2Dの1.5倍くらいしてしまいます。ちょっと高くなります。
また、長いとビレるので、回転数を通常の2割か3割落とします。
シャンクを逃がす
エンドミルのシャンクが小さくなっているのを使用します。例えばφ20エンドミルでシャンクがφ18とか売っています。有効長は20くらいなので、突き出しを長くして、4回くらいに分けて、深く加工が出来ます。
自分でシャンク部分をマジックで塗ってグラインダで削った事もありましたが、均一に、シャンクの逃げを作れなかったので、研磨屋に依頼する方法もあります。
首の部分が小さく、エンドミルチャックでつかむ径も小さくなるので、剛性が弱くなる為、加工負荷がかけられません。また突き出しが長くなる分、ビレも発生しやすいです。回転数を落とした方がいいでしょう。
ミスミに首逃がし依頼
ミスミのエンドミルはシャンクの首元を削ってくれます。有料ですが。下記にその内容コピーや参考ページを載せておきます。参考ミスミのサイト
追加工(首逃しのみ) SN-/SNR-
● 「首逃し追加工のみ」 の追加工型番
SN-:標準首逃し加工 /SNR-:首逃し切れ刃端R付(0.4R)加工
● 最短3日目出荷で対応
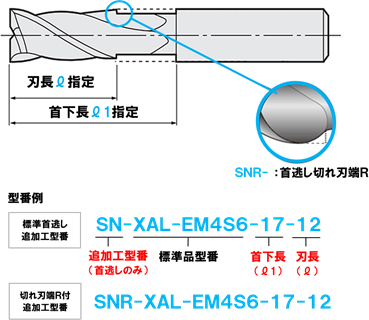
標準の型番の前にローマ字を後ろに数字を追加します。下記写真参照。

首下長と波長は、いくつ~いくつまでと決まった数字があります。それはミスミの「型番リスト」に載っています。
| ― 追加工ご指定手順 ―
(1) ミスミVONAトップページより、【切削工具】→【エン (2) 【メーカーで絞り込む】で「ミスミ」、【標準/追加工 (3) 「刃径・刃数」等の【仕様・寸法】を指定し、追加工 (4) 【仕様・寸法で絞り込む】の【タイプ】より、ご希望の (5) 【追加工・オプションを選択する】で、追加工内容・ (6) 【価格を確認】で、価格・出荷日をチェックし発注 ※追加工型番がお決まりの場合は、ミスミVONA |
まあ、分からなければ商社に聞いてみるといいです。
壁に干渉する時

突き出しを長くする
エンドミルの突き出しを長くする事で、干渉を防ぎます。サシで長さを見ながらチャックを締めましょう。長くなる分、ビレも出るので、優しい条件で加工します。
チャック部分を細くする
波長は足りているが、側面の壁に干渉してしまう時は、エンドミルチャックよりドリルチャックを使用して干渉を防ぎます。ドリルチャックの方が、径が小さいですが、弱いので負荷はかけられません。
繋ぎをつける

円筒状の筒を作り、側面にM2などの小さなタップを作り目ネジを入れ六角レンチで止めます。
側面を目ネジで止まる位置に設計しましょう。
エンドミル側面でネジが当たる位置をマジックで塗り、グラインダで落として平らにしときます。
小さなサイドロックみたいな感じですね。
作成は、旋盤に依頼しましょう。エンドミルの径は小さく出来ているので、例えばφ20エンドミルでしたら19.99~19.98くらいなので、つなぎの筒は20.00~20.02くらいの公差で仕上げてもらいます。
筒の反対側は空気が抜ける小さな穴をあけてます。エンドミルを入れると空気による反発でバウンドしてしまいますので。また円筒の内径は座ぐり形状におくといいです。座ぐり面にエンドミルの頭が当たって止まります。
似た商品でスリムホルダーというのがあります。
加工で対策

反転時に削る
例えば板厚50あり、エンドミル有効が40としたら残り10削り残しが出ます。そんな時は、もし裏面の工程があれば、反転して、その10ミリを削ってしまいます。
この場合、1工程と2工程の原点が違う為に、つなぎ目に線が入ってしまいます。その対策としてはエンドミルを0.1ほど逃がして、一度仕上げて、つなぎ目の差分が0.1あれば、そのまま0にします。0でない時は、差分をオフセットなり工具径なりで調節します。
平行台に当たってしまう理由で49.5まで削って、残りは反転してC1取る方法もあります。
反転時は原点を当てにくいので、削ってある面に長さが分かるマグネットを付けてタッチセンサーを当てます。
倒してフェイスミルで加工

工数は増えますが、エンドミルで削れなければ90°倒してフェイスミルで面を削ってしまいます。
その時直角や平行が必要であればピックで別の面を0に合わせて削ります。
合わせ方は、軽く締めて、ハンマーで叩いて、0になれば本締めします。


コメント