
















R加工
R面取りとは
C面取り45°と比べ、R面取りは、コーナーにRを付ける事。
RはCに比べて作成が難しく、また6F材を作成依頼する時、Cは可能だが、Rは不可能と材料屋さんから言われてしまう事がほとんどです。
ですが、R指示の図面は多いので、以下にRの作成方法を紹介していきます。
コーナーRのブログラム
外形やポケットのコーナーRのプログラム作成を紹介します
Gコード
プログラムは、Gコードであれば、その角部のXY座標の後に、「,R」をいれます。
例えばR5であれば、「,R5」となります。
プログラム例で言えば、□100のコーナーRがあるとして、エンドミルを使用。
X00Y00:中心スタート
G41X50.Y00
X50.Y50.,R5.
X-50.Y50.,R5.
X-50.Y-50.,R5.
X50.Y-50.,R5.
X50.Y1.
G40X00Y00:中心戻り
マザックのマザトロール
R/C形状の欄にR5と入れます。

外形のコーナーR
エンドミルで作成
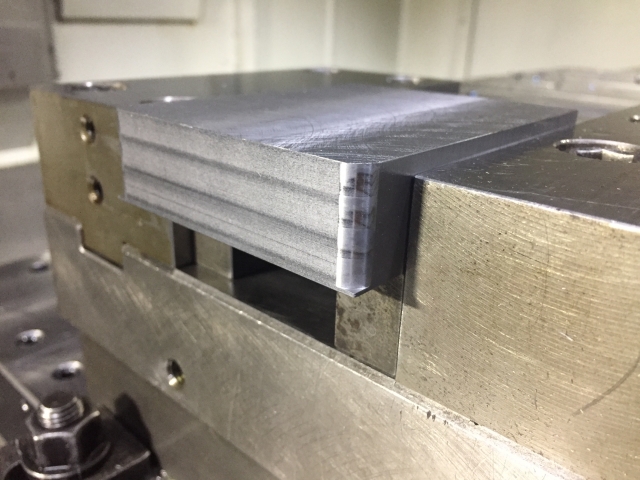
4つ角にあるRで、バイスなどで段取り上、一部分しかRが出来ない時の作成方法を紹介します。
上の写真では、バイスから出ている2か所しか出来ません。その場合、品物を180°回転させる段取りして、4つ角のRを取ります。
プログラムは6F材でしたら、すでに削ってある面に当たってしまい、余計な線が出来てしまいますので、0.1ミリ逃がしてRを作成します。
ちょいと例として角にR5を作成するとします。
下の写真は手書きですが、解説していきます。

- A(6,-6):スタート地点。工具半以上分のアプローチ点です。
- B(6,-0.1):R5開始1ミリ手前。Xは1ミリだけ直線で進みんでからRを開始するようにします。Yは0.1逃げてます。
- C(-0.1、6):R5終了1ミリし1ミリ進む。R終了後にYが1ミリ直線で進みます。Xは0.1逃げてます。
- D(-11,6):ゴール地点。工具径補正を考慮して、逃がします。
0.1逃がしたりR前後に1ミリ直線を付けたりするのは、品物に線を入れないように、緩やかなRを作成する為です。
ドリルで作成
加工形状によっては、ドリルでRを作成する事が出来ます。その例を紹介します。
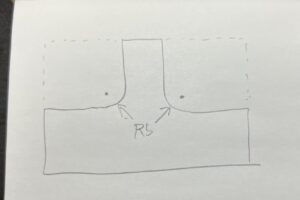
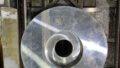
紙に書いてみましたが、6F材で図のようなR5が2か所あった場合、10キリで穴をあけてしまいます。
その時、X,Yと5ミリづつずらして穴をあけます。R5の中心点になりますね。
穴あけ後に、品物を立てて、エンドミルなどで、R5の始まりまで削れば完成します。
ポケットのコーナーR
ポケットのコーナーRはエンドミルの半径値以下でなければなりません。
例えばR5であれば、φ10以下のエンドミルを使います。
ですが、φ10エンドミルでしたら、一瞬、角に当たって、すぐ移動してしまうので、ビレが発生して、キレイなRが形成されません。
この場合でしたら、φ8のエンドミルがいいかと思います。
極力、径が大きなのを使用したいので、10の次に小さい8にします。
径が大きいほど、強く剛性が高いからです。
ポケット底面のR
エンドミルのコーナーR

小さなR、例えばR3くらいまででしたら、販売があるので、カタログを見て購入しましょう。
それ以上の大きなRは、研磨屋さんに依頼して作ってもらいます。
チップのコーナーR
図面指定されたRのチップが、使っている工具であればそれを使って、作成します。
サンドビックのコロミルであれば、チップがR6くらいまであった気がします。
R1のチップは無いので、R0.8やR1.2を使ってました。
チップがR6とかの大きなRは、工具に取り付ける事は出来るのですが、工具の台座の角が当たってしまうので、グラインダなどで、角は削っておきます。


ボールエンドでRを作成
荒加工と仕上げで、コーナーR部分を残しておいて、ボールエンドでRを作成します。
例えばφ10のボールエンドミルでしたら、R5が出来ます。
仕上げのエンドミルとボールエンドのつなぎ目に線が入りやすいので、ボールエンドも荒加工と仕上げの2回に分けて加工します。仕上げでも繋がりが悪く線が入ってしまうので、差分はピックで測って工具径で微調整します。
r面取り
上面のR面取り作成を紹介します。
R面取りは大きくなるほど負荷も大きくなるので、ある程度の荒加工を面取りカッターでする事をお勧めします。
C面取りで45°のRの接線ギリギリまで荒加工してしまうとR加工の負荷を減らせますが、その公式は 「C=0.586R」です。R10ならC5.5くらいでしょうね。
工具で作成
エンドミル
R1~R20と様々な大きさのR面取り工具がそろっています。
このコーナーラウンディングエンドミルは個人的によく使います。
一度、理解すれば計算が簡単です。
例えばR1面取りをする時、外径10、刃先径8なので、差分は2(半径で1)。
つまり、刃先径に補正をかけて、ZをR分下げればいいだけですね。
工具補正φ8、工具長は先端、加工深さ1 となります。
チップ式
ナイスカットにてR面取り工具の販売があります。
ツールプリセッタで工具径と工具長をみます。
チップが斜めに取り付きますが、径は最小径、工具長は、最小径の位置で長さを見ます。
プログラムは、R分の深さを入れます。
ナイスカットのRヌーボは、先端からいくつZを下げて径方向を何ミリ移動させればいいか(工具補正をどれくらい入れるか)記載されています。
インナーカッターの解説動画がありました。
プログラムで作成
局面形状をCAMを使って作成します。
工具は荒加工と仕上げ加工とわけておきます。
エンドミルなどで、Zが下がりながら何回も往復していきます。
面粗度が悪いので0.2くらいづつZを下げていきます。
X-Z方向の面取りの参考をコチラに載せておきます。マザトロールプログラムです。

コメント