
















フェイスミル
往復-X、往復-Y、一方向-X、一方向-Y、往復-Xショート、往復-Yショート、往復-X円弧ショート、往復-円弧Yショート
の違いを解説します。
一方向
一方向は、片道のみで面を削るので、フェイスミルが材料を削り終えた後、Zがイニシャル点まで上がり、XまたはYが、ずれて、削っていきます。同じ進行方向で削っていくのが特徴で、キリコが飛ぶ方向を同じにしたい時に使っています。
Zが上がって下がるので、1回目と2回目以降のフェイスミル面に線が出来る事もありますが、個人的には、一方向も往復もほとんど変わらないかと思います。
その形状に対してアプローチと逃げは3ミリの余裕があります。
例えば材料200の長さで右端面が原点でカッターがφ100ならアプローチと逃げの軸中心は、53と-253になります。
往復
往復は、フェイスミルが材料寸法から3ミリの余裕でアプローチして、抜けた後、XまたはYがずれて削っていきます。イメージ的にはジグザグ削る感じですね。一方向と違ってZがイニシャル点まで上がらないので、若干の時間短縮になります。
往復ショート
往復ショートとは、往復するのは、同じで、フェイスミルが材料面から抜けきらず、(フェイスミルがの2/3くらいは抜ける)材料の角など、削り残しが出ないようにして、XまたはYが移動して、往復していきます。
荒加工は、往復ショートを使ってもいいかと思います。
往復円弧ショート
往復円弧ショートは、材料面を削ったら、抜けきらず、円弧でXまたはYが移動し、円弧で次の面を削っていくので、負荷が少ないのが特徴です。
過去、一度、往復円弧ショートを使った事があります。ストロークが足りず、ギリギリな時に使用しました。
-X-Y
-Xか-Yは、ほとんどは、-Xを使います。-Yは、縦に段取りした時ですね。
個人的には、バイスで長物を取り付ける事が多いので、一方向-Xにして、キリコが奥に飛ぶようにしていました。
エンドミル面
エンドミル面は、フェイスミル面とほとんど同じですが、違いは抜けきる事をせず、次のXまたはYに移動して削っていきます。
抜けらない割合が多いので、時間短縮になりますが、角部の削り残しが心配です。
フェイスミルの往復ショートに似た感じなのですが、抜けきる割合がフェイスミルの往復ショートは2/3くらいに対して、エンドミル面は1/3くらいなので、最小限の抜けかなと思います。
ちなみに、エンドミル面でフェイスミルの工具でユニットを作成しようとするとエラーが出て、プログラム作成は出来なかったと思います。
エンドミル山

凸形状のプログラム作成は、エンドミル山を使います。結構、使う事が多いので覚えておくといいです。
特徴としては、FIGの入力する際、最初に削る面を入力して、残す部分を後に入力します。
例えば、□200の中心にφ10の山を作りたい場合は、FIGの最初に、□200の形状を入れて、後にφ100山の形状を入力します。以下の表のようになります。原点は品物中心とします。
| FIG | PIN | P1X/CX | P1Y/CY | P3X/R | P3Y |
| 1 | 四角 | -100 | -100 | 100 | 100 |
| 2 | 円 | 0 | 0 | 50 | 🔷 |
山が2つ以上ある場合は、上記の作り方のように、FIGに3,4と形状を足していきます。以下の表を参考に。
| FIG | PIN | P1X/CX | P1Y/CY | P3X/R | P3Y |
| 1 | 四角 | -50 | -50 | 50 | 50 |
| 2 | 円 | 0 | 20 | 5 | 🔷 |
| 3 | 円 | 0 | -20 | 5 | 🔷 |
| 4 | 円 | 20 | 0 | 5 | 🔷 |
| 5 | 円 | -20 | 0 | 5 | 🔷 |
この表の場合は、□100にφ10の山が4つある形状ですね。
山と山の間が狭い場合、(谷の部分が狭い)エンドミルが大きいと、入るスペースが無いので、山の間の距離より一回り小さなエンドミルを使用します。その為、加工時間はかかってしまいます。
角部もエンドミルの半分くらい抜けてくれるので、削り残しは無いですね。
アプローチは、干渉する所からスタートするので、自動入力後、経路チェックして、自分で、逃げた所に値を変更しておきましょう。
面取りは、山の部分を面取りをします。
ポケット山を使用した加工例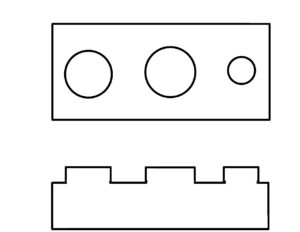
図のように、凸をいくつも作成出来ます。
古いマザックの機械は出来ませんが、凸の数は10個くらいいけたと思います。
また凸同士の距離が狭い時は、エンドミルが抜き通れる径の大きさのエンドミル径を選択しないとエラーが出ます。
ポケットミル
ポケットミルは穴を広げたい時や幅の広い抜けた形状の時に使っています。
アプローチ地点は、フラットドリルなどで、穴あけをしておきます。
ポケット山
ポケット山は、多分今まで、使った事はないかもしれません。
ポケットの中に山があるので、そのような形状の加工が少ないのが現実です。
壁ー山ー壁がある形状ですね。
プログラム作成の仕方はエンドミル山と同じになります。
谷の部分は、エンドミル径が入り込める小さい径でないとエラーが出ます。
ポケット谷
黒皮で既に貫通穴があいていたり、穴あけ後にポケットを広げていく時に、使用してます。
ポケット加工と違うのは、谷の部分を削らない前提なので、アプローチXYZが早送りになります。
削る手前3ミリから切削送りになる感じですね。
プログラム作成の仕方はエンドミル山と同じになります。
エンド溝
エンド溝は次の記事で紹介します。


コメント