

















マザックの原点入力方法
マザックの原点入力でタッチセンサーを使う方法は主に3つあります。
- [MDI]でタッチセンサーをワーク手前10ミリ以下まで近づけて、FRMにカーソルを合わせて+X-X+Y-Y+Z-Zのいずれかを押して「0」またはオフセットしたい数値を入れてINPUTを押しスタートボタンを押す
- [手動モード1000]にして、書き込みたい原点XYZを計測して、書き込む方法。
- [プログラム]を作成して自動原点入力する方法。
2の方法は別記事で紹介しますので参考にして下さい。

今回は3のプログラム作成による原点入力方法を紹介します。
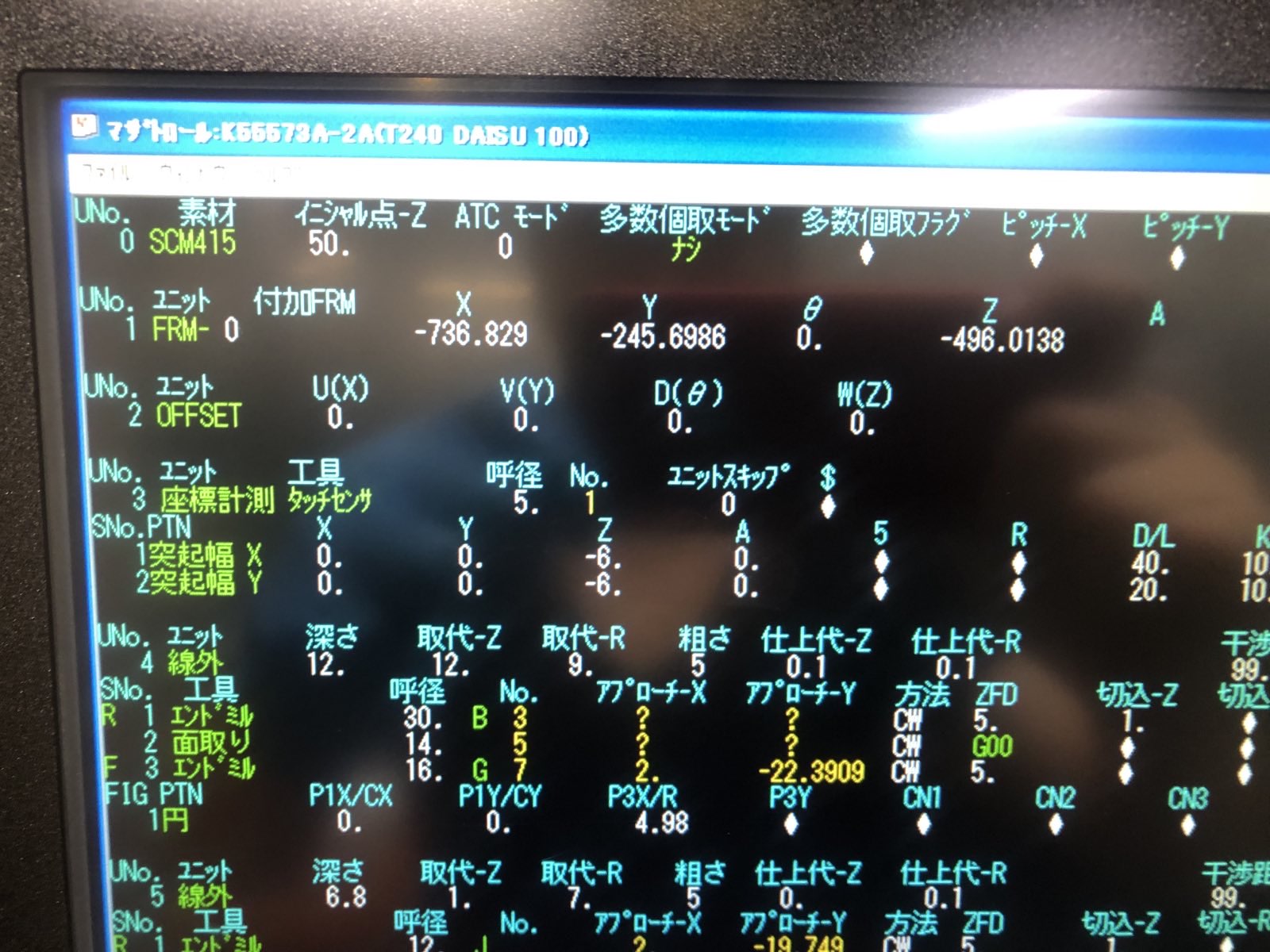
マザトロールによる自動原点入力
最初に[FRM]

| UNo | 付加FRM | X | Y | θ | Z | A | イニシャル点-z | ||
| 1 | FRM-01 | -700 | -200 | 0 | -500 | 0 | 共通 |
- [FRM]は01としましたが、ココは何でもいいです。僕の場合は1工程は01,2工程は02とかにしています。
- [XYZ]の値はおおよそでいいので、入力しておきます。工具長が分かっている工具をワーク原点近くまで持ってきて刃先記憶を0にして、ワーク原点を入れます。
- [θ]は角度を付ける時に必要ですが、0にしておきます。
- [A]はインデックステーブルを使う時に必要ですが、ココも0にしときます。
上記の決めたワーク原点を基準に、タッチセンサーが移動するので、XYZθAの値は入力する必要があります。FRMを作った後に座標計測を作ります。その為、必ず最初のUNo1はFRMになります。次のUNo2は座標計測ですね。ちなみにUNo0は素材とかイニシャル点の入力項目になりますね。
| UNo | 順番 | 意味 |
| UNo0 | 1 | 素材、イニシャル点 |
| UNo1 | 2 | FRM(ワーク原点) |
| UNo2 | 3 | 座標計測(タッチセンサによる原点入力) |
座標計測

| UNO | ユニット | 工具 | 呼径 | No | ユニットスキップ | ||||
| 2 | タッチセンサ | 5 | 1 | 0 | |||||
| SNo | PIN | X | Y | Z | A | 5 | R | D/L | K |
| 1 | 基準面 X | -3 | 10 | ||||||
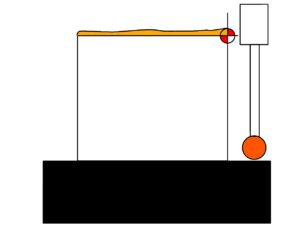
呼び出すタッチセンサの動きを解説します。
- [呼径]はタッチセンサーの先端丸の径がφ5がほとんどだと思います。マザックは球状のルビーが付いていますね。(表2の青色)ちなみに丸先端はスタイラスと呼ばれています
- [Z]の下がる位置は5の球なので、上面がZ0としたら-2.5以上下げる必要があります。余裕を持って-3以上下げておくといいです。(表2の青色)
- [No]は優先順位です。スタート開始に原点入力をしたいので「1」にします。(表2の緑色)
- [ユニットスキップ]は、計測する時は「0」、飛ばして計測しない時は「1」にします。2個目以降、突き当てなどで計測不要な時は1にしときます。(表2の緑色)
- [K]は、測定開始を何ミリ離れた所からスタートするかになります。近いと早く計測出来ますが、ワークに衝突する可能性があります。遠いと計測開始地点が遠いので、計測に時間がかかってしまいます。僕の感覚では5~10くらいが妥当かと思っています。(表2の紫色)
基準面 [X][Y][Z]
基準になる面(X面、Y面、Z面のどれか)を入力します。
例を紹介します。
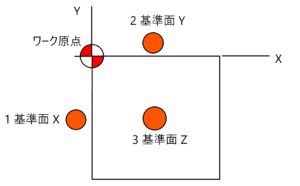
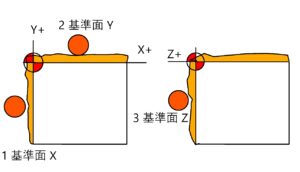
例1)□50の正六面体 原点左上
□50の正六面体は厚みも50で、どの面も50の□の事です。
下図のような原点が左上でタッチセンサーを当てて、原点入力をしたい時は以下のような入力になります。
UNO ユニット 工具 呼径 No ユニットスキップ 2 タッチセンサ 5 1 0 SNo PIN X Y Z A 5 R D/L K 1 基準面 X -10 -25 -5 ♦ 0 ♦ 10 2 基準面 Y 25 10 -5 ♦ 0 ♦ 10 3 基準面 Z 25 -25 10 ♦ 0 ♦ ♦ 基準面XYの当たる前のタッチセンサー開始点XYは全て「10」、Zの当たるXYは全て「-5」とします。50幅の中心の25の位置を当てるものとします。基準面Zの当たる前の高さは10とします。
例2)□50の正六面体 取り代1ミリある
例1にさらに取り代が1ミリの取り代がある時の原点入力方法を解説します。
エンドミルやフェイスミルで削って本来の原点を作る時に使用します。
別方法でオフセットでXYZを原点をシフト移動させても同じです。
SNo PIN X Y Z A 5 R D/L K 1 基準面 X -10 -25 -5 ♦ -1 ♦ 10 2 基準面 Y 25 10 -5 ♦ 1 ♦ 10 3 基準面 Z 25 -25 10 ♦ 1 ♦ ♦ 例1とほぼ、同じなのですが、Rが「0」だった値が「1や-1」に変わります@緑色マーキング
例1は当てた所が原点0になる為に0とRを入力していましたが、1ミリの取り代が付いたら、本来の原点位置から-1や+1移動した位置にある為、このように入力します。プラスマイナスの方向が、ちょっと考えにくいのですが、オフセットの逆と考えればいいです。分からない時は、オフセットをいれましょう。
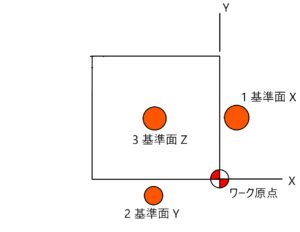
例3)□50の正六面体 原点右下
例1と同じですが、違いは原点が左下になりました。この時はどのような原点入力になるか考えてみます。
SNo PIN X Y Z A 5 R D/L K 1 基準面 X 10 25 -5 ♦ 0 ♦ 10 2 基準面 Y -25 -10 -5 ♦ 0 ♦ 10 3 基準面 Z -25 25 10 ♦ 0 ♦ ♦
例8)Z原点オフセット
ワーク上面に黒皮があり、テーブル面または平行台からタッチセンサーを当てて追ってZの位置を変えたい時を考えます。これもオフセットで移動させても良いし、FRM原点Zに増分値でプラスする分を足してもよいですが、プログラムで入力する時を解説します。
現在、厚みが51あり、50にフェイスミルで仕上げたいとします。その為、底面から50上がった所が原点になります。
SNo PIN X Y Z A 5 R D/L K 1 基準面 Z -45 ♦ -50 ♦ ♦ 上記のようにすると底面から50上がった所が原点Zになります。
XYは、ワークに干渉しない位置にします。
これはMDIでも出来ます。
溝中心 [X][Y]
内側の穴からX(Y)の中心を出す測定です。

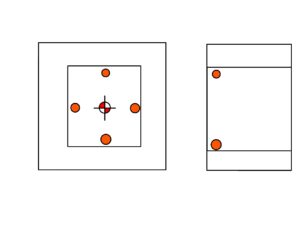
例4)長穴から原点出し
□50の中にある長穴ー幅20X30
オレンジ色がタッチセンサー。中心から十字に当たる
SNo PIN X Y Z A 5 R D/L K 1 溝中心 X 0 0 -5 ♦ 20 10 2 溝中心 Y 0 0 -5 ♦ 30 10
溝幅が狭い時はアプローチエラーが起きるので、例えば幅10ならK2くらいかと思います。
幅6以下は多分、測定出来ないと思います。多分幅10までくらいならいけると思います。
プログラムを誤魔化して幅8であっても幅10として入力して、K1にすれば測定エラーが出ずに測定できるかもしれません。
突起幅 [X][Y]
外側からX(Y)の中心を出す測定です。

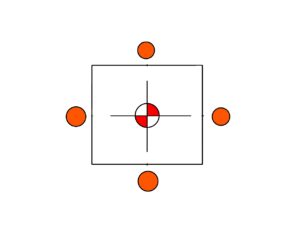
例5 □50の中心から原点を出す
SNo PIN X Y Z A 5 R D/L K 1 突起幅 X 0 0 -5 ♦ ♦ 50 10 2 突起幅 Y 0 0 -5 ♦ ♦ 50 10 タッチセンサーが□50の外側からZ-5に下がり、X(Y)が横方向と縦方向に当たり、X(Y)中心原点を出してくれる。これもおおよそ、中心を刃先記憶0でFRMを入力しておこう。
穴 [XーY]
真円と正方形の穴であれば、測定できるユニットです。

例6)φ30穴(□30穴)からの原点出し。
SNo PIN X Y Z A 5 R D/L K 1 穴中心 X-Y 0 0 -5 30 10
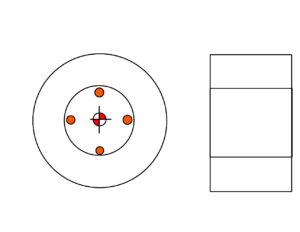
刃先記憶0からFRMを出した時、ちゃんと円の一番内側に当たらないので、2回測定するようにします。同じプログラムをもう一つ入れときましょう。距離が長い所で測定するのが基本です。
穴が小さい時は、アプローチエラーが出るので例えばφ10とかの穴の時はKは2や1にしてみましょう。
穴が小さすぎる時、例えばφ6とかは測定出来ないと思います。多分φ10くらいまでだと思います。
プログラムを誤魔化してφ8であってもφ10として入力して、K1にすれば測定エラーが出ずに測定できるかもしれません。
ボス [XーY]

形状が凸(とつ)になっている時に使います。
例8)φ30(□30)のボス中心から中心原点出しをします。
SNo PIN X Y Z A 5 R D/L K 1 ボス X-Y 0 0 -5 30 10
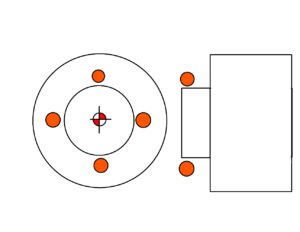
刃先記憶0からFRMを出した時、ちゃんと円の一番外側に当たらないので、2回測定するようにします。同じプログラムをもう一つ入れときましょう。距離が長い所で測定するのが基本です。
感想
これは実践で使ってやっていき、学んでいくのが早く理解出来るので、例を沢山入れました。
マザックのプログラムでの自動原点入力は、分かれば楽ちんです。
これをプログラムに入れておけば、次回やる時、原点を把握するのにも役立ちます。
講習会では、これは習わないので、貴重な記事と言えます。
ただ、分厚いプログラムの取り扱い説明書には書いてあると思いますし、サポートに電話かメールで答えてくれると思います。
こういう自動原点入力機能は、森精機にもありました。
ファナックのロボドリルやオークマのMBの立形にも付いていると予想しています。


コメント