

















エンドミルで溝加工
エンドミルの溝加工は、以下の3つがあります。
- 長穴
- Oリング溝
- 円弧溝
それぞれの加工方法とプログラム例を紹介していきます。
プログラムはGコードとマザトロールプログラムの2つ紹介します。
長穴

加工手順
加工手順は以下。
- もみつけ
- これは固定されてるモミツケを使います。どんなものでも良い
- エンドミルの落下点位置
- ドリル
- ドリルは、もし、あればフラットドリルを使用するのがいい。
- エンドミル径より大きいキリ
- エンドミル荒
- 早送りG00で口元Z0まで行き、あとは、切削送りG01で入って行く。
- ダウンカット片肉0.2残し
- エンドミル仕上げ
- R部がビレるようであれば、荒の残し代を少なくします。
例えを入れて実数値で説明していきます。
| 幅10X長さ10 | 補足説明 | |
| 1.もみつけ | ||
| 2.ドリル | φ9ドリル | φ8~9.7くらいでもいい。 |
| 3.エンドミル荒 | φ8ラフィング | φ6~8エンドミル。 |
| (面取り) | 仕上げ前に面取りを入れてもいい | |
| 4.エンドミル仕上げ | φ8仕上げ4枚刃 |
プログラム例
手書きで申し訳ないのですが、以下の写真のような長穴を作成するとします。

もみつけと下穴ドリルは終わった後のエンドミルのプログラムを紹介します。
- G90G0(G54)G43X00Y00Z50.H13
- S1800M03
- M8
- X50.Y50.
- G0Z0.
- G01Z-5.
- G91G01G41D13Y5.F100
- X-10.
- G03Y-10.R5.
- G01X10.
- G03Y10.R5.
- G01X-5.
- G40Y00
- G90G00Z50.
- M09
- G90G49G00Z100.M05
マザックでのマザトロールプログラムは次の通り
| FIG PIN | X | Y |
| 1 直線 | 50 | 50 |
| 2 直線 | 40 | 50 |
リング溝
リング溝は、内(外)径の公差があるものと無いものがありますが、ここでは公差が無いリング溝を紹介します。
ついで言うと内外径の公差があるリング溝はG02(03)で径補正を調節して加工します。
幅が半端なリング溝(9.5とか)は内と外で回ります。
加工手順
- エンドミル荒
- 溝幅以下のエンドミル
- ラフィングまたはR1エンドミルの2枚刃
- エンドミル仕上げ
- 溝幅と同じ径のエンドミル
- キリを使わずヘリカル切削でZを下げながら回っていきます。
- 例えを入れて実数値で説明していきます。

| 幅10X中心径100 | 補足説明 | |
| 1.エンドミル荒 | ラフィングφ8 | R1のφ10でもよし |
| 2.エンドミル仕上げ | 仕上げφ10 |
荒引時は、キリコの逃げ場が少なくて、キリコが詰まってビレが発生する事があるので、3枚刃の不等ピッチや2枚刃でキリコが逃げやすいエンドミルを使用するといいです。
プログラム例
φ100中心の幅10の仕上げのみのプログラムの作成例
N3(10EM)
G90G0X50.Y0S1000M3
Z100.M8
Z2.
G1Z1.F100
G2I-50.Z0F200
I-50.Z-1.
I-50.Z-2.
I-50.Z-3.
I-50.
G0Z50.M9M5
G91G28Z0
G28X0Y0
M30
マザトロールプログラム作成例(10エンドミル使用)
| FIG PIN | X | Y | |
| 1 直線 | 50 | 0 | |
| 2 CCW円弧 | 50 | 0 | -50 |
円弧溝
加工手順
加工手順は長穴と同様です。
- もみつけ
- ドリル
- エンドミル荒
- エンドミル仕上げ
プログラム例
下の写真の図面の円弧長穴プログラムを作成してみます。Gコードは暇あれば作成しますがマザトロールプログラムと同様に点の位置が分かればRで回るだけです。
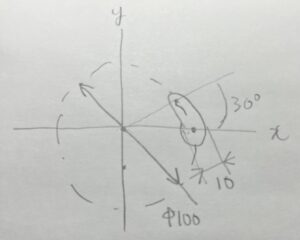
マザトロールプログラムでφ10エンドミルを使用
| FIG PIN | X | Y | |
| 1 直線 | 50 | 0 | |
| 2 CCW円弧 | 43.3 | 25 | 50 |
バリ取り
機械でバリを取る時は荒加工後の仕上げ前がいいです。荒→面取り→仕上げ
そうすることで、内側のバリが無くなります。
機械で取る時、溝中心を面取りを走らせて内径と外径の両方を同時に取るのと、内径と外径と分けて2回、回る方法の2通りあります。出来れば内径と外径を同時に取る方が、1回、回るだけで済むので、そうしたいのですが、深さに制限があり、底面に干渉する恐れがあるので、シュミレーションでチェックしましょう。干渉する場合は、外径と内径と分けてプログラムを作成します。
Gコードで作成します。マザトロールプログラムでは単動で作成します。理由は、アプローチや逃げで干渉してしまう可能性があるからです。
検査方法
リング溝に公差があり、さらに内径、外径にも公差がある時の検査方法を書きます。
リング溝幅
ピンゲージを入れて確認します。
例えば4 +0.012/0 としたら、4のH7栓ゲージが入り、止まりで入らない。またはピンゲージで4.00が入り、4.01で止まるようにしておきましょう。
ピンゲージがXY方向を十字で4点入るか、または、入れたまま一周させてみる。
外径
内径マイクロで測定します。リングゲージで、寸法を合わせてから測りましょう。
内径
内径は、外径-2x溝幅 です。
例えば外径寸法がφ50.01で溝幅は4.00としたら、内径は50.01-8=42.01になります。
深さ
公差のある深さは
- ピックテスターで機械カウンターで上面Z0にして、溝に入れて測定する方法と
- ディプスノギスやディプスマイクロで測ります。測定具は0点合わせをします。
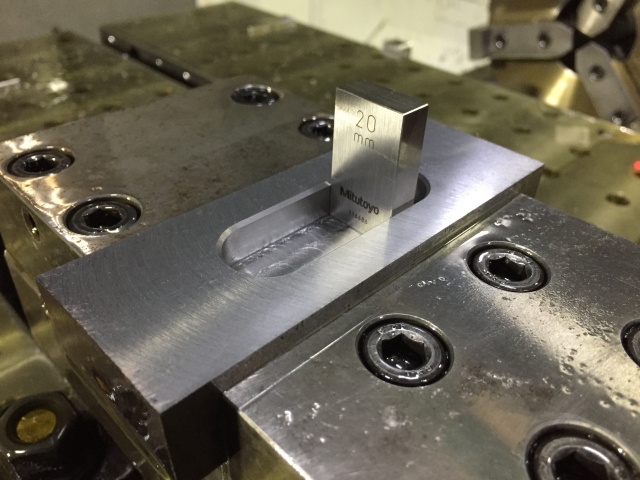
例えば10のブロックゲージを2つ並べて、ちゃんと深さ10あるか確認します。
円の内径外径の溝加工
円の溝はTスロカッターを使用します。
溝幅より幅が小さいTスロ幅で上下2回、回ります。
公差があれば、荒と仕上げの2本用意しましょう。
加工条件的にTスロカッターは遅いので旋盤で溝加工をやってもらえるのであれば、お願いした方が良いかと思います。
本の紹介
エンドミルの選び方・使い方

目で見てわかるエンドミルの選び方・使い方 (Visual Books)



コメント