 マシニング
マシニング
マシンバイスの取り付け方と浮き上がり防止策
マシニング  マシニング
マシニング  不良と対策
不良と対策  技能
技能  マシニング
マシニング  エンドミル
エンドミル  工具
工具  マザック マシニング
マザック マシニング  技能
技能  タップ
タップ  エンドミル
エンドミル  エンドミル
エンドミル  エンドミル
エンドミル  マシニング
マシニング  加工
加工  技能
技能  マザック マシニング 工具
マザック マシニング 工具  マシニング
マシニング  バリ取り
バリ取り  マシニング
マシニング  不良と対策
不良と対策 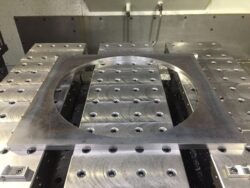 マシニング
マシニング 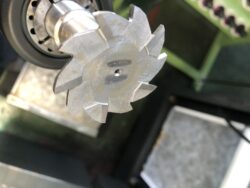 エンドミル
エンドミル  エンドミル
エンドミル  エンドミル
エンドミル  マシニング
マシニング  エンドミル
エンドミル  エンドミル
エンドミル 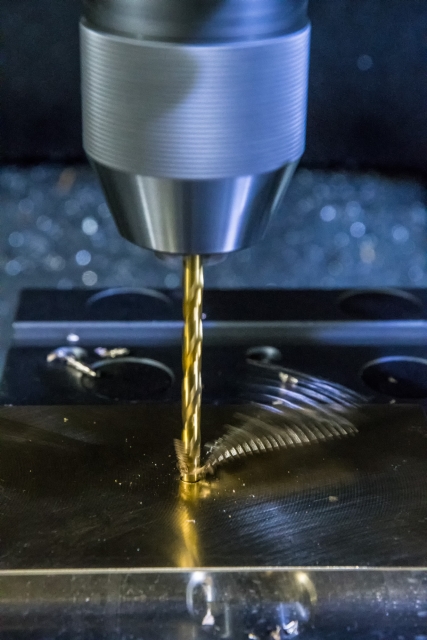 マシニング
マシニング  マシニング
マシニング  マシニング
マシニング  エンドミル
エンドミル  マシニング
マシニング  エンドミル
エンドミル  エンドミル
エンドミル  プログラム
プログラム  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マシニング
マシニング  不良と対策
不良と対策