

















固定サイクルとは
簡単に言えば穴あけ機能。
ドリル、タップ、リーマ、ボーリングの加工ですね。以下にそのGコードを載せます。
| Gコード | 固定サイクル | 意味 |
| G81 | ドリルサイクル | 穴あけの固定サイクル。 |
| G83 | 深穴サイクル | 深穴の固定サイクル。R点まで上がって再度、穴あけ位置に戻って加工する。キリコがドリルに絡むのを防ぐ。 |
| G73 | 高速深穴サイクル | 0.1~1mミリ上がって、加工するのを繰り返す |
| G84 | タップサイクル | タップ加工の固定サイクル。回転と送りが同期して、帰りの戻ってくるときも、同期する。 |
| G85 | リーマサイクル | 同じ回転方向で入って、出る。帰りは送りが約2倍で戻る。 |
| G86 | ボーリング | 帰りにボーリングの刃が逃げて戻る。 |
| G80 | 固定サイクルキャンセル | G81~G84をキャンセル |
固定サイクルの指令方法
固定サイクルの指令方法を解説します。
| G90
G91 |
G99
G98 |
G●● | X | Y | Z | R | Q | P | F | L |
| 復帰点
|
固定サイクル | 穴位置 | 深さ | 復帰点 | 毎回の切込み量。
|
ドウェル
|
送り | 繰り返し回数
|
||
| G99はR点
G98はイニシャル点 |
ボーリングはシフト量 | P1000となれば1秒停滞する。 | 普通は0か1
|
|||||||
- G90(アブソリュート)はワーク原点。G91(インクれメンタル)は今いる、その位置からの移動。
- 「G99,G98」は干渉物になる締め板がある時はG98でイニシャル点まで上がる必要があります。G99であれば、次の穴位置の干渉物が無いバイスでの穴あけには良くて、わざわざイニシャル点まで上がらずに、最短距離で次の穴位置へ移動する事が出来ます。穴数が多くてバイスで加工する時はG99がいいですね。
- 「Z」は刃先深さになる。ただし、工具長補正により、ドリル肩の深さ分であれば、先端の三角形の分、深く入る。
- 「R」はZの加工開始位置の点ですね。基本的にはドリルはR3.タップはR5ですね。タップは惰性があるので。
- 「P」は工具が、その場所で停滞する時間ですね。例えば、座グリドリルを使用時に底面をキレイにしたい時に使用したり、面取り加工時にPを入れる事によりその場所で停滞して回転する事により、均一な面取りや座グリを形成する事が出来ます。もし、これがないと、斜め形状の面取りや座グリが形成されてしまいます。
- 「F」は送りになります。特にタップは「ピッチ=送り」なので同期する必要があります。
- 「L」は繰り返しになりますが、基本的にはL0を入れておきます。そうしないと、最初のXYの位置決めの場所も加工してしまうからです。XYの位置決めでも加工していいのであれば、L1を入れておきましょう。
タップのひな形を作成
タップ加工は「もみつけ、穴あけ、面取り、タップ」の4つの加工がある為、作成に時間がかかります。タップのひな形を作っておきましょう。以下にひな形例を載せておきます。
O1003
(M3)
N1 (MOMITUKE);
- G91G28Y00Z00
- T05M06
- M01
- N05(POINT PAI-2)
- G90G00G54G43X00Y00Z50.H05
- S1500M3
- M8
- G90G81R3.Z-2F150L00
- M98P6
- G80M09
- G90G00G49Z100.M05
- M00
N12(2.5DRILL);
- T12M06
- M01
- G90G0G54G43X00Y00Z50.H●●
- S2500M03
- M8
- G90G81R3.Z-●●F100L00
- M98P6
- G80M09
- G90G49G00Z100.M05
- M00
N13(MENTORI);
- T2M06
- M01
- G90G0G54G43X00Y00Z50.H●●
- S2500M03
- M8
- G90G81R3.Z-●●F100L00
- M98P6
- G80M09
- G90G49G00Z100.M05
- M00
N21(M3XP0.5)
- T●●M06
- G90G00G54G43X00Y00Z50.H●●
- S200M03
- M08
- G90G84Z-●●.R3.F0.5(100)L00
- M98P6
- G80M09
- G90G49G00Z100.M05
- G91G28Y0Z0
- T00M06
- M01
- M30
- O6
- G90X●●.Y●●.
- X●●.
- X●●.
- X●●.
- M99
- このひな形はO1003をM3としましたが、O1004をM4用、O1005をM5用として使っていくというように工夫すると分かりやすいと思います。O1000番台をタップ用にするとか自分で決めておきます。
- M3~M20までひな形を作成しておくといいですね。さらには、官用タップなどの1/4PTも良く使うのであれば、作っておくと後で、楽ちんです。
- ●●と記入した箇所は、その都度変える所ですね。
- タップサイクルでメーカーによってはピッチを入れる場合とピッチ*回転数の値を入れる場合があります。
- 穴位置をO6としておくことで、「もみつけ、穴あけ、面取り、タップ」の4つのプログラム位置を全て同じ位置にする事が出来ます。O6でなくてもいいが、そこも編集して変えていく部分ですね。
- 固定サイクルにL0を入れておくことにより、位置決めは加工せずにサブプログラムの位置で加工するようになります。
繰り返し機能を利用する
同じピッチで穴あけをしたい時、以下のようなプログラムを作成すると便利です。
その例を挙げて、解説していきます。
下のような座標位置に穴があくとします。
X方向はプラスに始点(X70.Y10.)からX方向+30ミリピッチ、Y方向+20ミリピッチで4個の穴があります。
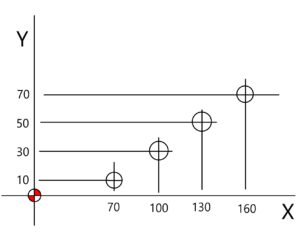
この場合以下のようなプログラムを作成をします。
G54 G00 G90 X00 Y00 Z50. S300 M03
G91 G99 G81 X70. Y10. Z-10. R-47. P1000 F100;
X30.Y20.L3
G80
Z100.
「X30 Y10」の移動を3回繰り返すというのが、ポイントですね。
マシニングのプログラムの本も載せておきます。参考にして下さい。



コメント