
















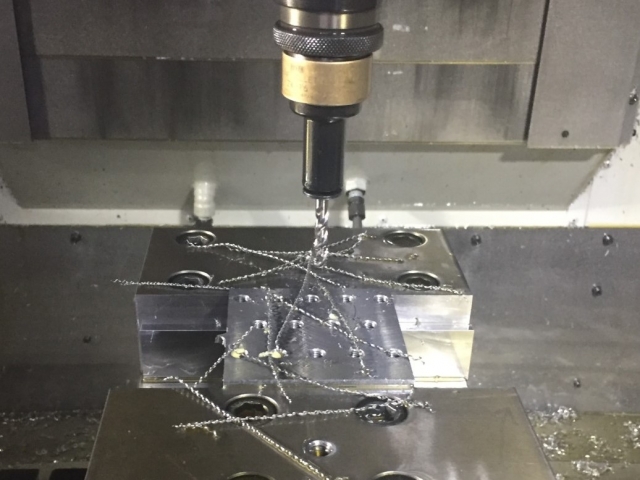
小径タップ

小径タップをインターネットで調べても径がいくつのを小径タップと呼ぶのかは記載されているのが見当たらなかった。個人的にはM3以下のタップの事を小径タップというと思います。
小径タップが折れやすい原因

径が小さいほど、剛性が弱くなります。タップ加工は横からの力もあるので、ねじり切られるような力が働き、折れてしまいます。径が小さくなるほど、そういった力に弱くなっていきます。
対策

タップが折れた経験は、金属加工者なら、一度はあると思います。
SUS,S45Cなどやや硬い材料は折れやすいかと思います。
小径タップの折れ対策を僕なりの考えを載せておきます。参考にして下さい。
タップの対策
- ポイントタップを使用する
- スパイラルタップに比べて強度あります。
- 止まり穴でも貫通穴でも、機械で口元3mmほど入れて、食い付き部分を作り、残りは手作業で、有効深さまで作成します。硬く思ったら、無理せず、一度戻して再度、回して入れていく事を繰り返します。タップ油を塗る事を忘れずに。
- SUS用タップ、超硬タップを使用する
- 強度があるので、ステンレス用のタップを使用する事をおススメします。
- カトウのタッパーを使用
- タップの負荷が大きくて、タップが切れない時、タッパーのバネが縮み、タップの負荷を減らして、折れるのを防いでくれます。カチカチと音が鳴っている時は、タップの負荷が高いです。その場合はすぐ非常停止します。非常停止を解除させたら、Z軸を上げて、タップコレットからタップを抜きます。そこからは手作業で、タップを抜きます。
-
リンク
- 新品のタップを使用する
- 古いタップは劣化して強度が落ちていたり、切れ味が悪くなっていたりします。
- タップ油を使用
- 切削液はストップさせて、タップ油を穴に塗ります。またタップ本体にも塗ります
- タッピングペーストは、小さな穴には入れにくいのでスプレーか液体がいいです。
- 超硬タップを使用する。
- 硬い材料の場合、折れやすさが増すので、OSGの超硬タップを使用するのもありです。
- ロールタップを使う
-
- キリコが出ず、タップを転造します。
- アルミ、銅などの軟らかい材料に使えます。
-
- 食付き部山数 1Pは使わない
- 折れやすい原因は食い付き部の山が少ないと折れやすい。せめて、2.5Pは欲しい。
- 特にM5以下で硬い材料は折れやすいです。
※ロールタップとはアルミや銅などの快作材(やわらかい材料)でタップを成形しながら加工するタップです。
キリの対策
- 下穴キリの肩の深さをタップが入る深さ+2mm以上にする
- もし、キリコが入っていたら、折れる可能性があるので、少しだけ下穴キリを深めに入れています。
- 下穴キリの径を少し大きくする
- 例えばM2*0.4タップなら下穴1.6だが、1.7キリで加工する。そうする事でタップの負荷を少し減らしています。
- 短いキリを使う
- 有効深さが深い場合、キリも折れる可能性があるので、短いキリで5ミリほど入れて、次に長いキリで加工すると、長いキリの負荷が減ります。
- キリコが詰まってないか、
- エアーブローをするのは勿論だが、さらに電動ドライバーに小さなキリを取り付けてでエアーをしながら、中に入っているキリコを取ります。そうしたら、ライトを当てて、キリコが無いかを確認します。
- キリの切れ味が悪くなると、摩擦が発生して、熱を持ち、焼き入れ鋼のような硬さになるので、使い古したキリを使うより、新品を使うのが良い。
タップ油
タッピングスプレー、タップ油を使用して、切削液はM9ストップさせて、M00で止めて、エアーで切削液を吹いた後に塗りましょう。
品物の穴の中もそうですが、タップにも油を塗っときましょう。
タッピングペーストは固形なので、小さな穴には塗りにくいので、液体タイプがよいです。
その他の対策
- 加工条件
- 僕はSUSなら回転速度を遅めに2~3min-1にしています。鉄は3~4min-1です。
- プログラムでステップサイクルにする。
- ドリルサイクルであるように、(G83とか)タップもステップサイクルある機械もあるので、それを活用します。だいたいですが、2ミリずつステップすればいいかなと。
- 廃材の同じ材質でチェック
- 試し加工をしてみる。その時、主軸の負荷メーターも見ておいて、どれくらいの負荷で、加工できるかを見ておくといいです。それ以上、負荷がかかっている場合は、タップの切れ味がなくなってきてます。
折ってしまったらほぼ不良

ほとんどの場合、小径タップが折れてしまったら不良になります。それは、穴に残ったタップを除去出来ないからです。
小径でないタップ、例えばM8とかなら、放電で取ったり、OSGのタップ除去ドリルを使ったり、エンドミルで突いて取る事も出来るのですが、小径タップは、ネジ山も小さい為、ネジ部分が無くなってしまう可能性が大きいです。
ちなみにOSGのタップ除去ドリルは最小径はΦ2までです。あと放電でもし、タップを除去出来ても上面は黒くなります
上面にタップの芯が残っていて、ラジオペンチでつかめれば、それを回して、うまく取れるかもしれませんが、そういった事はほぼないですね。
タップ除去がもし成功したら、再度、同じ径のタップでさらい直しておきましょう。タップ穴にタップの欠片が付いている可能性があるので。そしたら、ネジゲージで最後、確認しておくといいです。
不良になったら、次に活かせるように、横に同じタップを試し加工してみるのもいいかもしれません。
または材料が高価だったり、加工時間がかかったりする場合、客先に問い合わせて、ヘリサートに変更していいか聞いてみるのもいいでしょう。
※ヘリサートとは、通常のタップより一回り大きいタップを作り、コイルを挿入して、通常のタップにする。
タップリムーバー ボールエンドみたいな形状で、タップを除去します。
タップ抽出機というのがありました。
除去後はボール盤で下穴キリを通し、さらいなおすのはポイントタップの先端をグラインダーで落としたもので、最初やり、次にスパイラルにしましょう。


コメント