


















裏面取りとは
文字通り、品物の裏面取り加工する事です。
特に量産品で、表のみの加工で裏返して加工をする事が無い場合で、穴数が多い時、裏面取りをする事で、品物が完成され、手でバリを取る必要がなくなります。手作業がなくなり、作業効率が上がります。大型の品物であれば、反転する事自体が大きな手間と時間がかかる為、少しでも多くの面取りをする事が、作業性を向上させるかと思います。
裏面取りのカッター 工具紹介

調べれば色々、出てきますが、適当にメーカー別に径の小さい順に載せておきます。
メーカー別にサイトも入れておきました。
| メーカー | 下穴最小径 | 特色 |
| XEBEC |
0.8 | 0.8~9.8の工具径 プログラム別 |
| チャンファーミル | 1.0 | 1~12の工具径 |
| 東洋 | 1.2 | ALの小径 |
| YMKT | 1.3 | SUSの小径 |
| BIG | 2.0 | 送りが速い |
| 富士元 | 2.0 | M3~M6下穴 |
| BIG | 2.9 | |
| ToYo TooL | 5.8 | |
| チャンファーミル | 6.8 | M8~M12下穴 |
| NTツール | 6.8 | M8~M18下穴 |
| ハーマンビルツ | 10.0 | M12~M27下穴 |
| イスカル | 12.0 | 表裏面取り 5か所のチップ |
| ナイスカット | 14.0 | 1枚刃 |
| 京セラ | 16.0 | 4枚刃 |
| BIG | 32.7 | |
メーカー別の特徴
- BIG
品ぞろえが良く、最小径に対応して、有効深さもあり、局面の裏面取りもあるので、個人的には、BIGはいい気がしています。Rの裏面取りもある。万能的。使った事ないけど。。
- 東洋
一般鋼は最小1.2からありますが、アルミの場合は0.75~あるようで、アルミの最小径が売り。
径が小さくなるほど折れる可能性があるので硬い材料ほど送りを遅くして、予備にもう一本購入して2本くらいあるといいかもしれません。 - YMKT
SUS専用の小径1.3~の裏面取りが可能。
動画あり載せておきます。 - 富士元
M3~M6下穴の裏面取りを扱う。ウルトラメンというダジャレっぽい商品名。動画あり。ナイスカットと同じ会社。プログラム例のGコード記載があります。芯ズレあります。
ちび両面という商品もある。これは径が大きい。 - NTツール
M8~M18の下穴用の裏面取りになる様子です。面取り量もC1~C2くらい大きく取れます。 - ナイスカット
サイトを見たら、Gコードのプログラム例が載っていました。チップの取り付け時、回す方向に注意です逆回しでも何故か取り付ける事が出来る。一枚刃の両面二か所。14~20の2ミリ刻みであります。 - 京セラ
チップ式で低コスト。4コーナの両面8か所。φ14があったかと思います。量産品向き。 - ハーマンビルツ
ドイツの会社。M27の大きな下穴が出来る。芯ズレで穴に入いる。
各用途の合わせて、使って頂けたらと思います。また良さそうな裏面取りがあれば追加で載せておきます。
裏面取りのプログラム
Gコードでも対話でも、考え方は、エンドミルで回ると思えばいいかと思います。
穴は丸穴として考えていきます。
芯をずらさないと穴に干渉してしまう場合は、M19オリエントをして移動量をXかYかをプログラムして、穴に入ったら回転するようにして、芯を穴芯に合わせます。加工後も同じで回転を止めてM19オリエントをして、またXかYを移動させてから上昇します。移動量は、取扱説明書に記載されている事が多いです。プログラムも記載されているメーカーもあります。ボーリングサイクルの逆バージョンみたいな感じです。
工具径の最大径の所で工具長を出します。
先端が三角形状なら分かりやすいので、三角形の形状で解説していきます。
もし四角形状のチップで45度傾けたひし形の形状は、取扱説明書に最大径の工具径の位置が、何ミリ工具長からオフセットすればいいのか書いてあると思います。
まず以下の図①~③を見て下さい。
① 工具先端角部を品物の角に合わせる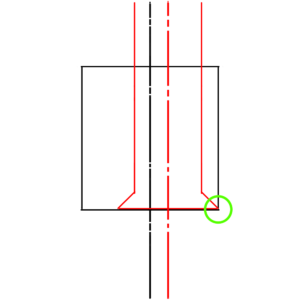
② Zを-1下げる。Zが逃げた感じ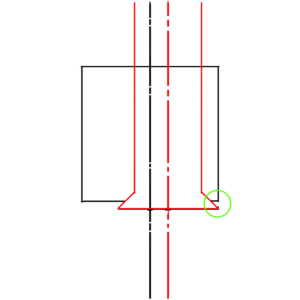
③ 半径1ミリ大きくして、品物の角と工具の斜面に当てる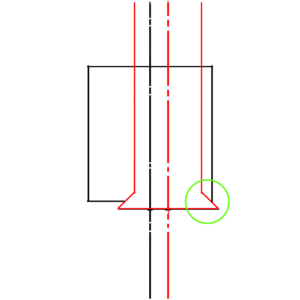
緑色の〇が工具と品物の角になります。
図と共に適当な数値を入れてみますね。
φ10穴で、厚み15の裏面取りをC0.2するプログラムを考えます。
| ① 角合わせ | ② Z逃げ | ③ 当てる | ④0.2面取り | |
| プログラム径φ | 10 | 10 | 12 | 12.4 |
| プログラム深さ | -15 | -16 | -16 | -16 |
① 工具径最大の位置の工具長が、品物の底面角に、合わせる
② Zを1ミリ下げる。チップや斜面の長さで0.5や2でもいいが、1ミリが分かりやすいと思う。
③ Zが下がった分、半径を1ミリ大きくする。直径で2ミリ。工具斜面と品物角が合う。
④ 最後は、面取りしたい量の2倍の直径数値を入力。片側C0.2なので両側で0.4になり、直径12.4。C0.3であればφ12.6とかになります。
説明分かってもらえたでしょうか。ちょっと考えていかないといけませんね。
ファンチャーミルの裏面取り
ファンチャーミルの面取りは、安くてロング波長もあるので、個人的によく使っています。
コチラ👆の面取り工具の「E120HX-90°-10」を使います。
そのプログラム作成例を紹介します。
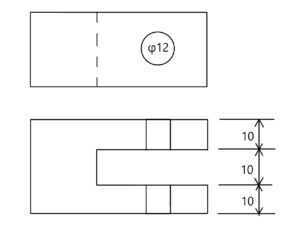
φ12穴の表と裏に面取りを入れたい場合を考えていきます。工具径は10でロングタイプを使用します。材料の形状は凹を横に倒した形状で、各厚みが10ミリとします@下図参照。
その時にプログラムは次のようになります。
| 面取り位置 | 深さ -Z | 径 XY |
| 上面 | -1.9 | 13 |
| 中の上面 | -12.4 | 13 |
| 中の下面 | -21.9 | 13 |
| 下面 | -32.4 | 13 |
これでやるとφ12の穴で面取り0.2Cほどでしたね。
φ10面取り工具の先端側を使う時はやや浅く1.9、裏側を使う時は2.4ほど入れました。
裏面取りの注意点
- 穴径より小さい裏面取りを使用します。
- アプローチと逃げは穴の中心から入り、また、出ていきます。
- 一枚刃の場合で、工具が穴径以下だが、中央から入ると干渉してしまう時はM9オリエントで、穴芯から少しずらして(1ミリとか)干渉しないように入ります。また出ます。
- 底面干渉物が無い事。
- テーブル底面に当たらないか、置きブロックに干渉しないか、バイスなら、平行台に干渉しないか
- 工具の首長さが、品物厚さ以上になっている。
- 品物が深い時は、工具の首に干渉する事があります。
- 首部分が、途中から太くなっている事もあるので、有効長さを確認。
- 出代を見ておく必要があります。
小径裏面取り
小径というと、どれくらいなのか?となると、定義はないのですが、僕の感覚ではφ10以下かなって気がしています。
小径の裏面取りは、工具は入らないので、不可能かと思ってしまいますが、そうではありません。
確かにチップサイズや取り付けるカッター径以下の径の裏面取りは、出来ないのですが、バネ式の面取りでチップ交換すれば出来る商品があるので、載せておきます。突いていくので、表裏の両側が出来たりするのもあります。
BIGのスナップツールというのがあります。動画を入れておきます。
東洋の超裏面取りカッターφ1.2~あります。
BIGのスナップツールのプログラムはドリルサイクルを使用すると、底面から戻る時、早送りは早いので、リーマーサイクルのように穴から抜ける時はゆっくり行くように、プログラムする必要があります。
Gコード的にはG00で上がるではなく、G01で抜けて面取りするって感じですね。
早送りのオーバーライドを下げておくというのもいいかもしれませんね。


コメント