

















ワイヤー放電加工とは
水槽にワークを入れて、真鍮線のワイヤーに電気を流して、金属を切断する加工です。
送り速度はマシニングより遅いです。
ワイヤー放電で出来る形状
ワイヤー加工は貫通のみ
糸鋸のように、線で繋いで品物を切断して、スクラップを出します。
糸で切っていくイメージです。

という訳で問題です。
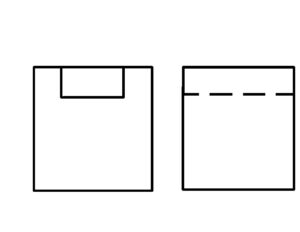
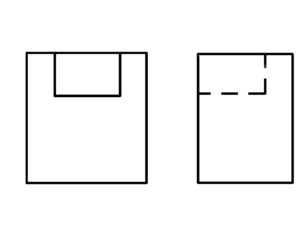
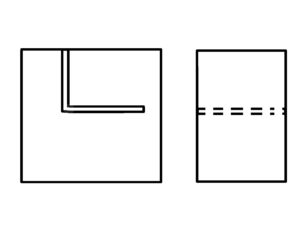
Q.以下の図1~2でマシニングでは出来てワイヤーカットでは出来ない切り欠き形状はどれか?
図4:貫通した切り欠き
図5:貫通してない切り欠き
答え.図5
解説:ワイヤーは貫通している形状しか出来ない為。
マシニングで出来ない貫通形状
線を描いてスクラップを出すというのが、ワイヤー加工。
紙を挟みで切っていく事をイメージして、次の問題を考えていきます。
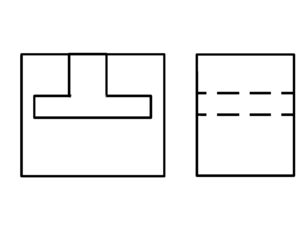
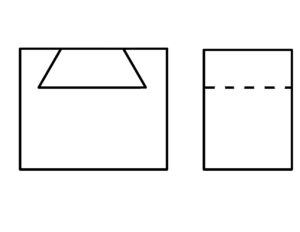
Q.以下の図6~8でワイヤーカットで加工すべき切り欠き貫通形状はどれか?(複数回答可)
図6:T形状
図7:四辺形
図8:L型
答え.図6,図7,図8
解説:全部ワイヤー加工ですね。マシニングでは、角が作れず、四角い切り欠きは作成出来ますが、角度が付いたり、切り欠きを繋げる事は出来ません。
ただし、程度によりますが、コーナーRを付けてもいいのであれば、作成可能ですね。
マシニングでもTスロットカッターやサイドカッター、アンギュラカッターを使用すれば可能ではありますが、寸法にあったカッター形状を見つけ出すのは難しいでしょう。
穴も可能
貫通穴も可能です。
ワイヤーを通す下穴をあけてから、ワイヤーを通してスタート地点から壁まで行き一周すれば貫通穴が完成します。
クッキーの形をとる感じですね。

という訳で、次の問題です。
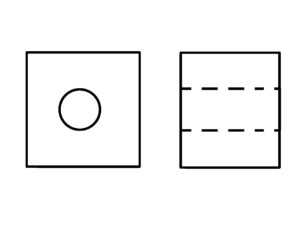
Q.以下の図1~3で、マシニングでは出来ないで、ワイヤー放電では出来る穴はどれでしょうか?(複数回答可)
図1:丸穴
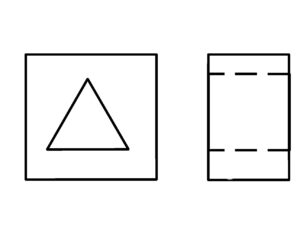
図2:三角形の穴
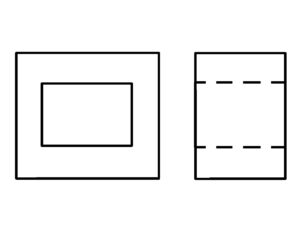
図3:四角い穴
答え.図2と図3
解説:マシニングは角を作れませんが、ワイヤーカットは角を作れます。
コーナーRはワイヤー径やエンドミルの半径
ワイヤー径はφ1ほどが一般的かと思います。
マシニングで、コーナーRが付いていいのであれば、穴も可能になります。
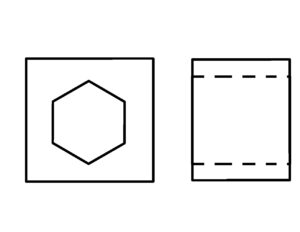
問題.マシニング加工でコーナーRを出来るだけ小さく出来るのは、次の穴形状でどれか?
図9:三角形の穴
図10:四角形の穴
図11:六角形の穴
答え.図11の六角形
Rは、三角形が一番、角の勾配角度が小さく狭い為、エンドミルが角に届かないですが、六角形となると角の勾配角度が広くなり、エンドミルも角の近くまで入っていけるので、多角形になるほど、勾配が緩くなり、角は作れませんが、角に近いRで仕上げる事が出来ます。
小径エンドミルを使う事になりますが、やはりφ2とかのロングで使っての加工となると、折れやすくなるのは、仕方ないですね。3本ほど、予備を用意しておきましょう。ワイヤー径は約φ0.5ミリくらいを使用するので、ワイヤーであってもコーナーRは出来てしまうのが絶対ですが、マシニングよりは、Rは出来ません。
R不可でピン角にしたい時は角部分に穴をあけて逃がしを作ったり、はめ合いの相手側の先端を無くしたり設計変更が必要になってきますね。
ワイヤーはコーナーで曲がる時、断線の恐れはあります。
断線すると、ワイヤーを穴に通すのに時間がかかります。
公差がある時
ワイヤーは、公差が入れにくさはあります。僕の感覚ではH7穴はかなり厳しい。
0~0.1くらいの範囲かと思います。
メッキがのらない
ワイヤー放電は切断面が焼きが入った状態になり、メッキが付きにくくなります。
メッキをする時は、バフをしたり、スコッチや紙ヤスリで擦ったりして、表面の焼き焦げた茶色を取ります。
難削材の切断
ワイヤーは電気で切るので、例えチタンやSUS304のような硬い難削材であっても切断は可能です。焼き入れ鋼も、焼きが入るとマシニング加工ではほぼ、厳しいので、ワイヤー放電で加工したりします。
加工出来る厚み
厚みは、水槽の水が浸かるまでの深さで加工出来ると思いますが、取説をみてどれほど出来るか確認してみましょう。厚くなるほど、送り速度は遅くしましょう。
逆に薄い板であれば、出来ますが、t3ミリ以下はレーザー加工の方が単価が安いです。
ワイヤー加工は単価が高い
時給換算して、おおよそ僕の見解でワイヤー放電は1h9000円ほど。マシニングは1h7000円かと思います。
ワイヤー放電は、ワークの厚みによりますが、送り速度が遅く、同じ加工でもマシニングの5倍違う事もあります。
穴をワイヤーで加工する時は、ワイヤー線を通す為の下穴をボール盤かマシニングであけておく必要があります。その分の時間もかかりますね
工具は用意しなくていいですが、真鍮ワイヤーが必要ですね。コイル状に巻いてあるワイヤー線が約3万ほどです。
また角を曲がる瞬間、断線も起きるので、加工しにくさもあります。
メーカー
Fanucのロボカットが一般的には有名ですね。


コメント