

















座ぐりの加工方法
下穴をあけてからエンドミルで広げる

特徴
- 荒と仕上げのエンドミルの2本用意する。
- 径はプログラムで自由な大きさに出来る。
- エンドミルで2回、回ると加工時間がかかるので、座ぐりの穴数が少ない時には良い。
加工手順
Φ12座ぐり深さ7下穴6の場合で考えてみます。
- もみつけ
- Φ6キリで穴あけ
- 荒削りのΦ5エンドミルで片側0.1mm残し
- この場合Φ11.8にして深さ6.9
- Φ6以下の径のエンドミルを使わないと、穴に干渉するのでΦ5を選定。
- ラフィングエンドミルが良い
- 仕上げΦ5エンドミルで12座ぐり深さ7にする。
- 仕上げはプログラムで径で0.03ほど大きくしておくと丁度いい座グリ径になる。
- 12mmの座グリならプログラム数値を12.03にしておく。
- 仕上げはプログラムで径で0.03ほど大きくしておくと丁度いい座グリ径になる。
※もみつけとは、ドリルで穴あけをする前にするセンター位置の精度をよくする為にする前加工。
※下穴をあけずに、エンドミルで突くのは折れるのでやめときましょう。
フラットドリルを使う

特徴
- 加工が早い。
- 突くだけでエンドミルで回る必要がないので。
- 量産向き
- キリコが、フラットドリルに絡まりやすいのでステップを小刻みにする。
- ステップ量を0.5ミリとか、少し切り込む。
- 同じ径のフラットドリルを買う必要がある。
- ポンチが打ってあり、穴精度やピッチ間精度が無ければ、ボール盤でも出来る。
※フラットドリルとは、別名座ぐりドリル。
※先端角度が180で、底面を平にする工具。
参考工具を以下に紹介します
- OSGにチップ式の座ぐりドリルがありました。参考に動画あります。 PHOENIX 座ぐりカッタ PZAG
- OSGのフラットドリル
- ナチ(不二越)のフラットドリル
- イスカルのスモウカム チップ交換式フラットタイプ(FCP)P11ページ目にあります。0.1刻みであります。動画あり
- 京セラのフラットドリル
- 三菱のフラットドリル
- 座ぐりドリル一覧
個人的にはOSGの「PHOENIX 座ぐりカッタ PZAG」がいいかと思います。キリコが絡まず、加工が早くて、チップ交換でコストが安いので。下穴があいている事が前提になります。他のメーカーは、下穴あいてなくても加工出来るので、なんとも言えませんね。
各メーカー、ボルトの大きさに合わせてサイズがある様子です。
リンク
加工手順
- 座ぐり径と同じ径のフラットドリルで座ぐりを作る
- 超硬なら、曲がる心配がないので、平らな面なら、そのまま使っていい。
- 加工上面が平なら、もみつけする必要はない。
- 工具が曲がって入っていく事がないという事です。
- 座ぐり径より小さいエンドミルを使い、仕上げエンドミルを通してもよい。
- Φ20までなら、フラットドリルがイイと思います。
- 座ぐり底面にもみ付けして、ドリルで穴あけをする。
- 超硬ドリルならもみ付けしなくていい。
- 先に、下穴をあけてからフラットドリルを使う時の注意点。
- 下穴が空いてない時以上にキリコが絡まります。
- ステップサイクルで0.2mmづつとかでキリコを逃してやる。
- 難削材は硬いので先に下穴をあけてからフラットドリルを使い負荷を減らした方がいい。
- フラットドリルは再研磨して、繰り返し使用できる。
※ステップサイクルとは、数ミリ下がって加工して、0.1~1ミリ上がり、また下がって数ミリ加工する事を繰り返す加工サイクル。
座グリ径と同じ径のドリルで穴あけした後、下穴をあけてエンドミルで回る

特徴
- 各工具の負荷が小さい。
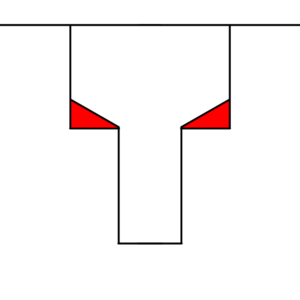
- 先にドリルで穴あけをして、エンドミルで底面を仕上げます。
- 下図の赤い部分がエンドミルで仕上げる面です。
加工手順
Φ12座ぐり深さ7下穴6の場合で考えてみます。
- φ12のキリを使い、座ぐり穴をあけるが、底面は三角形になる。
- 12キリ深さは刃先先端で、座ぐり深さ7と同じZ-7まで入れる。
- 座ぐり面ギリギリまで12キリを入れたい場合。
- 7+0.3×6=8.8mmまで入れられる
- ドリル角度を118°(120°として計算)
- ギリギリ、入れると、座面が少し削れてキリ跡が残る場合があるので、1mmほど上げておくのがよいだろう。
- 計算が失敗すると、座面が削れてしまう。
- マザックのマザトロール対話式プログラムだと、ドリル肩まで入るようになっている事もあるので、深く入り過ぎると座ぐり深さが、削れ過ぎるので、工具経路チェックで、Zの深さを確認しとくといい。
- 7+0.3×6=8.8mmまで入れられる
- 6のキリで下穴を貫通させる
- 12キリ穴がガイドになるので、もみつけは必要ない
- 最後に仕上げエンドミルで、サグリ底面の三角形状を平らにする。
- 荒のラフィングはしなくてよい。負荷が小さいので。
※マザトロールとは、マザック独自のプログラム。
チップ式ドリルを使う

特徴
- 径が大きい座グリは良い。
- 硬い材料はいい。
- チップ交換できる為。
- チップ式ドリルは小さな径は無いので、大きな径によい。
- Φ13以下はない事が多い。Φ14くらいからです。
リンク
リンク
加工手順
- 座グリ深さより 1mmほど上げて、残す。
- 座グリ底面にセンターをもみつけ
- チップ式ドリルは中央が凸形状になる傾向があるので、大きくもみつけするといい
- キリで下穴をあける。
- エンドミルで座ぐり面を回り平にする。
座グリと下穴、同時にあける工具を買う、または作る@研磨屋
- 研磨屋に座グリドリルを作成してもらう。
- ただ、先端から座グリ肩までの長さを測定して、貫通穴にすると同時に、座グリ深さも決めるよう計算しないといけない。
- 既製品なら、ドリル形状の寸法が書いてあるが、自作や研磨屋で作成した物は、ツールプリセッタで肩までの距離を測定する必要がある。
- 量産品向けの専用工具になる。
※ツールプリセッタとは工具先端を影などで投影して工具径、工具長を測定する機械。
特殊な座ぐり
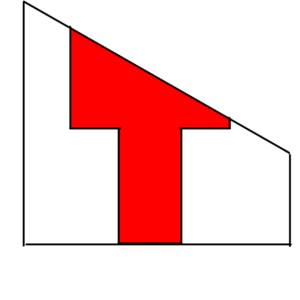
斜めや曲面に座グリを入れる
下図の赤い部分が座ぐり穴で上面が斜めになっています。
特徴
- 最初にキリを使ってはいけない。
- 斜めを加工時は、工具の破損の恐れがある。
- 下穴深さの表記なら座ぐり深さを全長から計算しないといけない時がある。
加工方法
-
- 仕上がり径より一回り小さなフラットドリルで座グリ深さ1mm残しであける。
またはUドリルでも良い。 - カタカタと音は大きいので、回転と送りは調節する。
- 経験的に、下げるのがいい。断続切削になるので、硬い材料だと、工具がダメになる事があるので、硬い材料ならチップ式のUドリルを使うのがいい。
- 仕上がり径より一回り小さなフラットドリルで座グリ深さ1mm残しであける。
- 座グリ径のフラットドリルで広げるか、エンドミルで回り座ぐり径と深さを仕上げる。
- もみ付けして、下穴をあける。
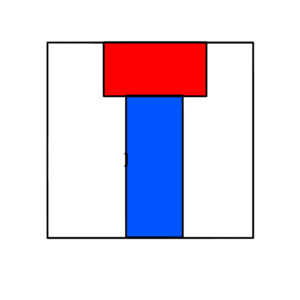
座ぐり下穴がタップまたは公差穴
下図の赤い部分が座ぐりで青い部分がタップまたは公差穴です。
- 座ぐりを作る。
- 座ぐり底面を揉みつけドリルでΦ0.2残しで下穴をあける。
- タップを通す、またはH7ならエンドミルで回ってもいいしリーマーを通してもよい。
- 座ぐりだけ作成して、残りは裏から加工してもよい。
※リーマーとはドリル、エンドミルで下穴をあけた後に、1/100~2/100の精度で、穴あけをする。
ボール盤で座ぐり加工
YouTube動画でありました。
座ぐりドリルを使用してますね。
リンク

コメント